Validación de un dispositivo experimental para el rodilado de superficies cilíndricas
RESUMEN
La elaboración de las superficies de los elementos de máquinas por medio de la deformación plástica superficial es una alternativa interesante a la elaboración a través del arranque de virutas. Sin embargo, no siempre se dispone de los regímenes de elaboración necesarios para obtener la calidad requerida de la capa superficial. Por ello, hemos desarrollado un dispositivo experimental para el rodilado de superficies cilíndricas exteriores que permite, mediante un puente de extensometría, o puente de Wheatstone, medir las variaciones de tensión aplicadas sobre la pieza y así obtener el valor óptimo de la fuerza de rodilado para un valor mínimo de rugosidad superficial. Se exponen, además, las tareas realizadas primero para la calibración y después para la validación de dicho dispositivo, para lo cual se elaboran las superficies de dos pro-betas de acero, una rectificada y otra torneada midiendo el valor de rugosidad superficial (Ra) para diferentes valores de fuerza de rodilado (P). De esta forma se obtiene la dependencia Ra = f(P) que se compara con resultados fiables obtenidos de la literatura para condiciones similares de trabajo.
Recibido: 2 de julio de 2010
Aceptado: 11 de febrero de 2011
Palabras clave
Maquinaria, calibración, rodilado, piezas, superficies
ABSTRACT
The preparation of the surfaces of machine elements by means of surface plastic deformation is an interesting alternative to preparation by cutting. However, the necessary processing condition are not always present in order to obtain the required quality of the surface layer, for this reason we have developed an experimental device for the rolling of external cylindrical surfaces which permits, by the use of a strain gauge bridge or Wheatstone bridge, the measurement of variations in voltage applied to the piece and get the optimal value for the rolling force for a minimum value of surface roughness. Also discussed are the tasks performed first for calibration and then validation of the device for which the surfaces are made of two steel samples, one ground and another machined measuring the value of surface roughness (Ra) for different values of rolling force (P). In this way the unit Ra = f(P) is obtained to be compared with reliable results obtained from the literature for similar conditions of work.
Received: July 2, 2010
Accepted: February 11, 2011
Keywords
Machinery, calibration, rollers, parts, surfaces
El rodilado es un proceso de elaboración que se puede utilizar como alternativa al rectificado en la fabricación de piezas. Este trabajo tiene como objetivo fundamental poner en funcionamiento un dispositivo experimental para el rodilado de superficies cilíndricas exteriores. Para ello, primero realizamos la calibración del mismo y después su validación.
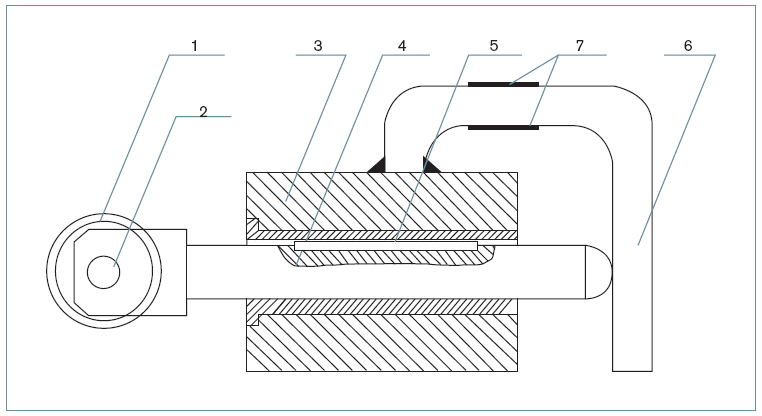
El dispositivo experimental para el rodilado de superficies cilíndricas exteriores objeto de estudio en este trabajo se muestra en la figura 1. El mismo se compone de las siguientes partes: rodillo 1, pasador 2, cuerpo 3, vástago 4, buje 5, barra 6, tensoelementos 7 y chaveta 8.
El dispositivo fue diseñado para valores de fuerza de rodilado de hasta 1.500 N.
La medición de la fuerza de rodilado se realiza a través de los tensoelementos 7 conectados mediante el puente de Wheatstone.
La variación teórica del voltaje a la salida del puente en dependencia de la fuerza de rodilado P: P = 105,26Δe0….. (1)
Calibración del dispositivo
En general, la calibración estática se refiere a una situación en la que todas las entradas deseadas, interferencias o modificadoras excepto una se mantienen en un determinado valor constante. Esta única entrada se hace entonces variar dentro de determinado rango de valores constantes ocasionando que la salida también varíe dentro de cierto rango de valores constantes. Las relaciones entradasalida así obtenidas comprenden una calibración estática, válida para las condiciones que fueron establecidas. En la práctica es imposible mantener constante todas las entradas menos una. Y esta es una de las razones por la que hay cierta dispersión en los resultados de una misma medición si se repite muchas veces (Argüelles, 1987).
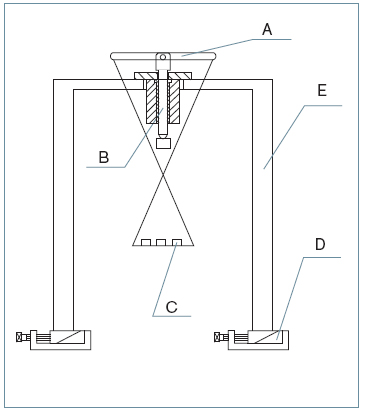
En nuestro caso, la calibración se realiza con el objetivo de determinar el valor real del coeficiente de proporcionalidad entre la variación de voltaje a la salida del puente de Wheatstone y la fuerza de rodilado así como su error de medición. Para ello se utiliza la instalación que se muestra en la figura 2, que se compone de una estructura E montada sobre gatos mecánicos D que permiten lograr la posición vertical del vástago B del dispositivo, en cuyo extremo, en el lugar del rodillo, se ha colocado la barra A sobre la que se ha colgado una cesta donde se sitúan las pesas C.
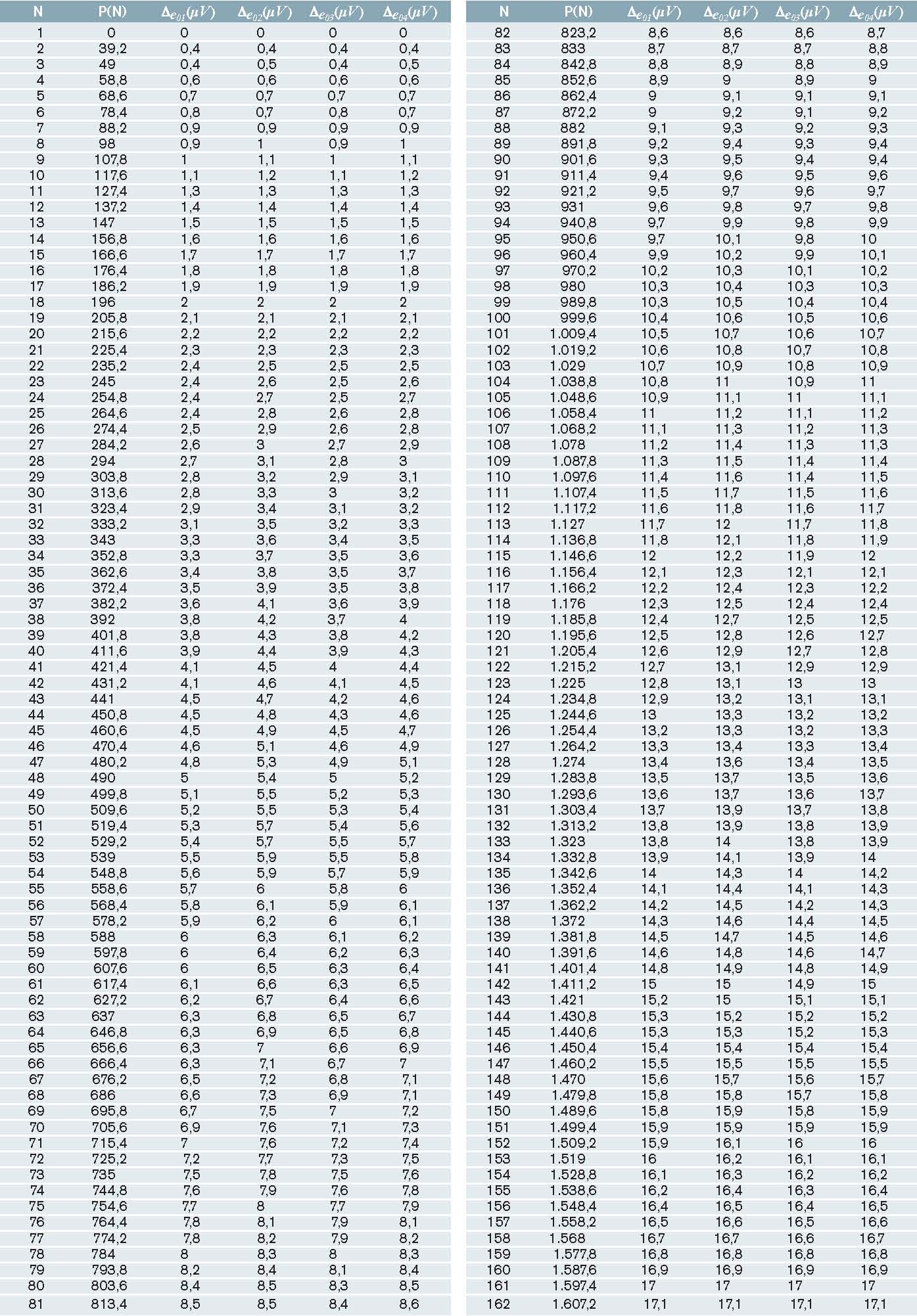
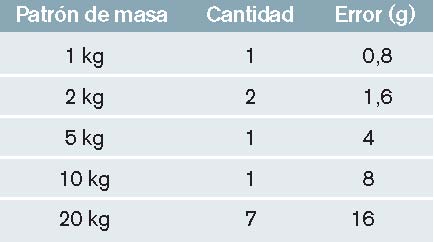
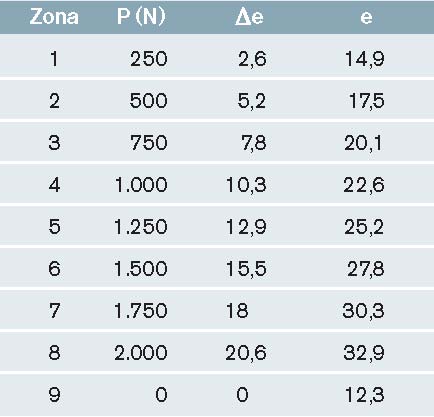
Las mediciones se efectuaron en el intervalo de 0 a 1607.2N variando la carga de forma escalonada en una magnitud de 9,8 N, lo que se logra utilizando pesas debidamente calibradas de 1 kg y un error de 1,6 g por kg (tabla 1). Se efectuaron cuatro mediciones (tabla 2): dos aumentando la carga y dos disminuyéndola.
La medición de la variación del voltaje se realizó con un multímetro digital que aprecia 0,1 mV. El voltaje de la fuente fue comprobado con ese mismo multi-metro y fue de 12 V.
Después de procesar estadísticamente los resultados de las mediciones se obtiene un coeficiente de proporcionalidad entre la fuerza y la variación del voltaje de 95NÉmV. Entonces la ecuación 1 queda:
P = 95Δe0 (2)
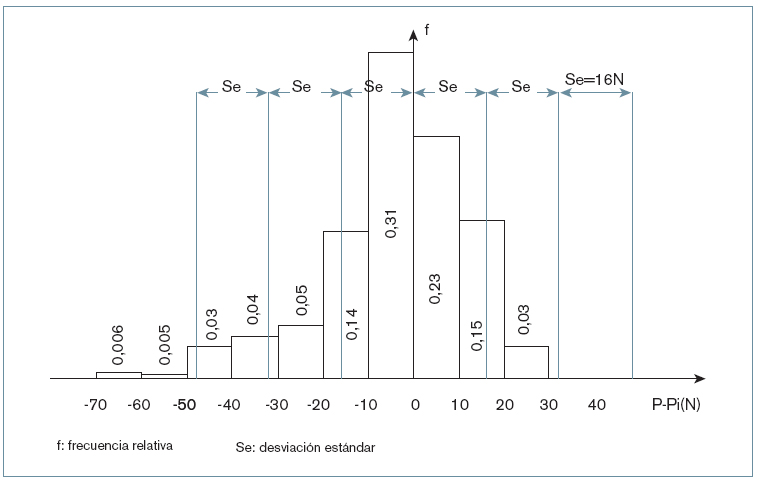
Utilizando los mismos resultados de la tabla 2 procedemos a calcular el valor del error de medición de la fuerza que consideraremos igual a 2 veces la desviación estándar (Se) para un 95% de confianza, asumiendo que la muestra se ajusta a la distribución normal. Para ello calculamos la fuerza de rodilado a partir de las indicaciones del multimetro.
Después de procesar estadísticamente estos valores obtenemos el histograma de frecuencias que se muestra en la figura 3 y un valor de la desviación estándar Se = 16 N.
Validación del dispositivo
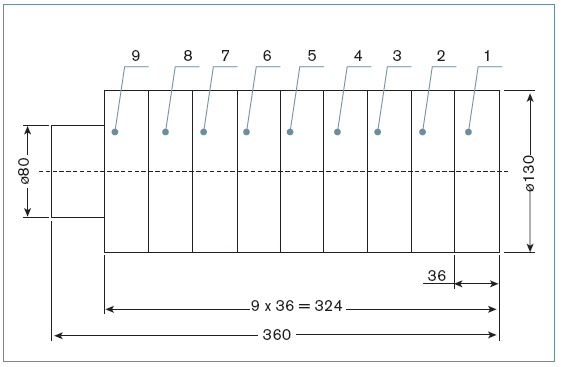
Durante la elaboración de superficies cilíndricas, con avance, la huella del rodillo se transforma en una canal deformada plásticamente que representa una espiral. Por cuanto el ancho de esta canal en varias veces supera el avance, el rodillo sale a una superficie deformada de la pieza ya en la segunda revolución de la misma aumentando el ancho y la profundidad de esta canal. Después de un número determinado de revoluciones el proceso se estabiliza. El rodillo contacta con cada punto de la superficie l/S veces. El proceso de deformación plástica superficial depende de la fuerza de rodilado, las dimensiones de la pieza y las dimensiones y el perfil del rodillo. Para algunas combinaciones de estos parámetros puede que el proceso no se estabilice, por ejemplo, el crecimiento intensivo de la onda de metal delante del rodillo puede continuar hasta que comience la rotura en la cima de la misma o hasta que el rodillo salte. Para evitar que la medición de la rugosidad se realice sobre la zona donde el proceso no es estable es que las franjas de rodilado sobre las probetas se realizan a 36 mm de longitud (ancho del rodillo l = 10 mm, longitud mínima necesaria para la medición 15 mm (10 + 15 = 25 < 36).
El número de ciclos de carga se determina por la fórmula:
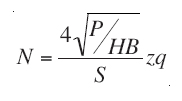
z => Número de rodillos
q => Número de pasadas
S => Avance (mm/rev)
La destrucción de la capa superficial puede ocurrir no solo para una fuerza que supere la crítica, sino también para una fuerza relativamente pequeña si el número de ciclos de carga N es demasiado grande. En este caso la destrucción de la superficie tiene un carácter periódico (Odintsov, 1987).
La N admisible en gran medida depende del tipo de material que se elabora. Para alcanzar Ra = 1,6 Mm para el acero sin templar es necesario que 20 < N < 200.
El rodilado es mejor llevarlo a cabo en una sola pasada, raramente se usa un segundo y un tercer recorrido de trabajo los cuales pueden mejorar la situación de la superficie muy poco. Sin embargo, un alto número de pasadas no se admite, ya que puede ocasionar un sobreendurecimiento de la superficie como consecuencia de un aumento brusco del número de ciclos de carga (Odintsov, 1987).
La velocidad de rodilado prácticamente no ejerce influencia en la rugosidad superficial y en otras características de la capa superficial. La misma se limita solamente por los procesos térmicos, pulsación admisible de la herramienta, rigidez y precisión del equipamiento que se utiliza. Se recomiendan valores de 20 a 200 m/min. El aumento posterior de la velocidad se acompaña de la aparición de vibraciones y cargas dinámicas. (Odintsov, 1987).
Para la validación experimental del dispositivo se tomaron como patrón de comparación resultados experimentales de confiabilidad tomados de la literatura (Odintsov, 1987). Así se sometió el dispositivo a condiciones de explotación tales que reprodujeran aquellas para las cuales se obtuvo la curva 1 figura 5 (a excepción del acabado inicial de la probeta).
Esas condiciones son las siguientes:
1. Material de la probeta: acero 45.
2. Avance: S = 0,21 mm/rev.
3. Velocidad de la probeta: n = 300 rev/min.
4. Diámetro de la probeta: 130 mm.
5. Diámetro del rodillo: 40 mm.
6. Radio del perfil del rodillo: 20 mm.
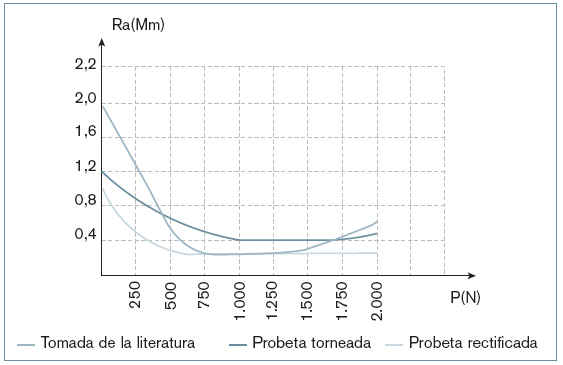
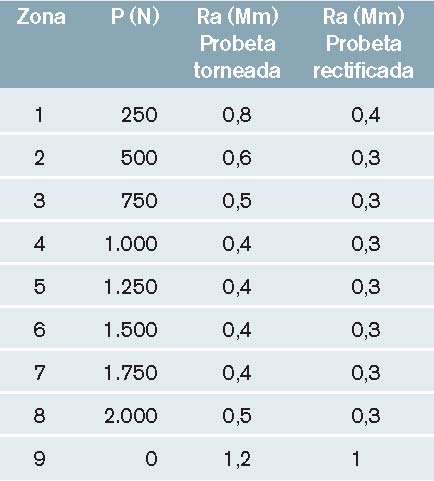
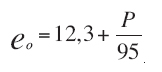
Se fabricaron dos probetas (figura 4). Una se rectificó y la otra solamente se torneó lográndose una rugosidad superficial de Ra = 1 y Ra = 1,2 (figura 5), respectivamente. A continuación, se montaron en un torno 1K62 recientemente reparado y se rodilaron franjas de 36 mm de longitud con diferentes valores de fuerza de rodilado (tabla 3) calculando previamente el voltaje e0 correspondiente por la fórmula:
La zona 9 tiene la rugosidad correspondiente a la operación de torneado o rectificado según sea el caso.
Es el desequilibrio inicial del puente de Wheatstone.
El voltaje de la fuente utilizada fue de 12 V.
La rugosidad superficial se midió en un rugosimetro Surftest III de la firma Mitutoyo.
Los resultados de las mediciones efectuadas de Ra se muestran en la tabla 4 y en la figura 5, donde se puede observar que la dependencia de la rugosidad superficial con la fuerza de rodilado obtenida en las probetas tienen un carácter similar a la que se obtuvo en la literatura, o sea, tiene un carácter parabólico, con tres zonas claramente definidas, la primera con valores de la fuerza de rodilado P entre 0 y 750N donde tiene lugar una rápida disminución de la rugosidad superficial, una segunda zona con valores de P entre 750 N y 1.500 N donde el proceso de rodilado se puede considerar óptimo, y una tercera zona con valores de P mayores de 1.500 N, donde comienza el deterioro de la capa superficial de la superficie elaborada (Odintsov, 1987).
Conclusiones
Del análisis de los resultados obtenidos hemos llegado a las siguientes conclusiones:
? Se cumplió el objetivo planteado, pues consideramos que el dispositivo puede ser utilizado para realizar investigaciones que permitan obtener los valores de fuerza de rodilado óptimos que correspondan a la menor rugosidad superficial de la superficie que se elabora.
? Se determinó el error de medición de la fuerza de rodilado en el dispositivo que es de para un 95% de confianza. Este valor lo consideramos aceptable, pues las condiciones en que se realizó la calibración del dispositivo corresponden a las de un taller de producciones mecánicas que es, en definitiva, el lugar donde va a ser utilizado.
Bibliografía
Arg?elles PJ (1987). Mediciones de eventos mecánicos y dinámicos. Cuba. Editorial Pueblo y Educación. p. 66-92.
Odintsov GL (1987) Fortalecimiento y acabado de las piezas a través de la deformación plástica superficial. Cuba. Editorial Construcción de Maquinarias. p. 70-90.