

Armaduras pasivas en las estructuras de hormigón
RESUMEN
El hormigón, material de fabricación de estructuras de todo tipo de edificaciones, soporta bien los esfuerzos de compresión, pero no resiste esfuerzos de tracción. Para paliar esta limitación, se incorpora a la matriz de hormigón un elemento capaz de absorber los esfuerzos de tracción, que es el acero. Así se obtiene el hormigón armado, capaz de trabajar bien a tracción y a compresión. Las piezas de acero introducidas se llaman armaduras.
Existe una gran variedad de productos de acero utilizados como armaduras de hormigón, la mayoría con aplicaciones especificas. Cabe destacar las barras, el tipo de armadura más utilizado como refuerzo, con una geometría superficial que le confiere gran adherencia al hormigón. También están los alambres trefilados, los grafilados y los laminados en frío, estos últimos desarrollados inicialmente en Alemania.
En este artículo, tras un desarrollo histórico inicial, se procede a la definición de las propiedades y especificaciones que deben cumplir, especialmente la adherencia, y la clasificación de los distintos tipos de armaduras. Luego se expone la normativa que se les aplica en cuanto a dimensiones, identificación, etcétera. A continuación, se detallan las características más importantes de la fase de almacenamiento, para terminar comentando las operaciones utilizadas en su conformado final y su colocación en el hormigón.
Recibido: 1 de septiembre de 2009
Aceptado: 28 de enero de 2011
Palabras clave
Hormigón armado, acero, alambres, ductilidad, adherencia
ABSTRACT
Concrete, the structural material used for the construction of buildings all types, supports forces of compression well, but can not withstand tensile stresses. To overcome this limitation, an element capable of absorbing tensile forces is incorporated into the concrete matrix, this element is steel. In this way reinforced concrete is obtained, able to withstand forces of tension and compression. The pieces of steel used are called reinforcements.
There are a wide variety of steel products used as reinforcements for concrete, most with specific applications. Of particular note are bars, the most commonly used type of reinforcement, with a surface geometry which gives high adhesion to concrete. There are also drawn wires, indented wires, and cold rolled wire, the latter initially developed in Germany.
In this article, after an initial historical development, we proceed to the definition of the properties and specifications to be met, especially adhesion, and the classification of different types of reinforcement. The article then sets out the regulatory specifications applicable in terms of size, identification, etc. This is followed by the most important characteristics of the storage phase, and finally the article considers the operations used in final shaping and placement in the concrete.
Received: September 1, 2009
Accepted: January 28, 2011
Keywords
Reinforced concrete, steel, wire, ductility, adhesion
ABSTRACT
Uno de los componentes esenciales del hormigón armado son las armaduras, que son piezas de acero añadidas a la matriz estructural del hormigón.
La razón de la preparación del hormigón armado es la siguiente: el hormigón, material básico en la construcción, trabaja bien frente a esfuerzos de compresión, mientras que cuando está sometido a esfuerzos de tracción se produce su rotura. Para superar esta limitación, se introduce en el seno de las vigas y columnas de hormigón un elemento con la capacidad de absorber los esfuerzos de tracción. Con ello, se consigue un material compuesto, útil para trabajar bien a tracción y a compresión a la vez. Con el elemento resistente a los esfuerzos de tracciones, el acero, constituye las llamadas armaduras pasivas.
Breve desarrollo histórico
El desarrollo de las armaduras ha sido, desde sus inicios hasta tiempos recientes, muy diferente en Estados Unidos con respecto a Europa.
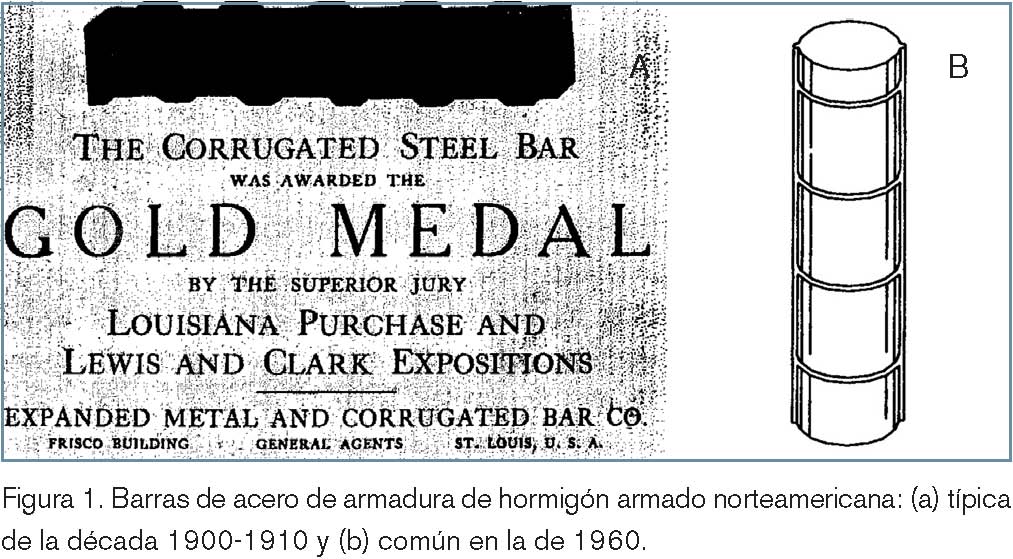
Los ingenieros norteamericanos estuvieron más preocupados por la adherencia que por incrementar la resistencia de las armaduras. Dicha preocupación se aprecia claramente en el hecho de que en Estados Unidos apenas se fabricaron barras lisas, ni siquiera en la calidad del acero ordinario, sino que ya desde un principio se fabricaron con resaltos para mejorar la adherencia. La figura 1a muestra una barra producida en Estados Unidos en los años 1900-1910, y la figura 1b esquematiza una barra norteamericana de armadura típica de la década de 1960.
La tendencia europea fue radical-mente contraria a la americana. Los ingenieros europeos tuvieron siempre menor preocupación por la adherencia y un destacado interés por incrementar la resistencia del acero, con el incentivo de la ventaja económica que ello supone. En el desarrollo de armaduras en Europa, a diferencia de Norteamérica, que siempre fabricó aceros de dureza natural (consiguiendo aumentar su resistencia a partir de la modificación de su composición química), los ingenieros europeos obtuvieron la alta resistencia a través de procesos de deformación y estirado en frío de barras.
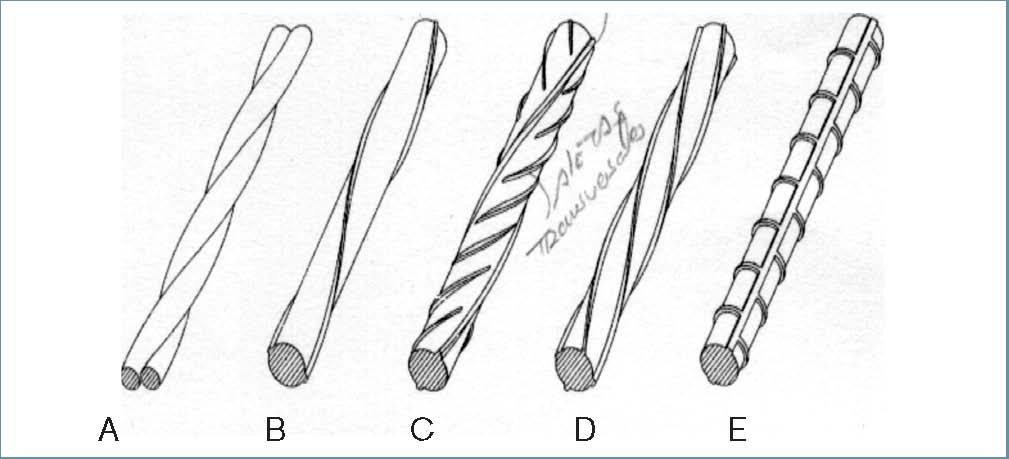
La figura 2a muestra el primer desarrollo de este tipo de aceros, que fue el Ysteg, producido en Austria, que consistía en parejas de barras trenzadas helicoidalmente y estiradas. Este proceso permitía obtener barras con una resistencia a la tracción de 4.100 kp/cm2 y supuso una mejora que fue aplicada durante muchos años. El mayor inconveniente de esta armadura era que no podía ser utilizada en piezas comprimidas. El acero Tor (figura 2b), de límite elástico de 4.200 kg/cm2, fue un nuevo diseño innovador que se aplicó por espacio de varias décadas. Posteriormente, se fueron incorporando al diseño las aletas longitudinales nervadoras transversales (figura 2c), y se fabricaron barras en calidades de hasta 5.000 y 6.000 kp/cm2 de límite elástico.
En España, el ingeniero de caminos J. Iribas desarrolló y patentó el llamado tetracero. En su primera versión eran armaduras de límite elástico 4.200 kp/cm2 obtenidas por torsión y estirado en frío, de barras redondas lisas de calidad ordinaria (figura 2d). Posteriormente, se desarrolló una nueva variante de tetracero, y la empresa Altos Hornos de Cataluña fabricó el acero Rea con el perfil representado en la figura 2e. A partir de ese momento, el desarrollo de las armaduras en España, en cuanto a sus características geométricas, ha seguido la evolución general europea.
Hoy en día, a la práctica, se registra un predominio general de los aceros laminados en caliente, en los que la alta resistencia se obtiene por composición química y por un tratamiento termomecánico. De hecho, en la actualidad hay un acercamiento entre las tendencias norteamericanas y europeas, con una sensible unificación de los tipos de barras producidos.
Características fundamentales en el diseño de las armadura
Las propiedades o características técnicas más importantes que debe de cumplir el acero con que se fabrican las armaduras de hormigón, son las siguientes:
Soldabilidad
Esta propiedad es importante por la tendencia cada vez más frecuente a emplear chatarra en la ejecución de las obras. La tendencia actual es producir una única calidad soldable de barras corregidas.
Resistencia a la fatiga
Es imprescindible para los casos de estructuras sometidas a un número elevado de alternancias de carga que produzcan una gran amplitud variaciones de tensión. En la actualidad, existen estructuras (con más frecuencia en el campo industrial y en algunos tipos de puentes) en las que se cumplen las condiciones límite de fatiga; por ello, las normas actuales consideran este fenómeno un estado límite último más de la estructura de hormigón armado.
Ductilidad
Es la capacidad de deformación (sin rotura) del acero, al recibir esfuerzos de tracción y de flexión. Esta propiedad es muy importante para la seguridad física del personal que ocupa un edificio, en previsión de condiciones extremas de esfuerzos, como acciones sísmicas o existencia de cargas superiores a las previstas sobre el suelo. Cuando una estructura dúctil está próxima al colapso advierte de su situación experimentando grandes deformaciones y una notable formación de fisuras, que alertan a los ocupantes de una planta en peligro de derrumbamiento.
Adherencia
El fenómeno de adherencia entre el hormigón y las armaduras constituye, quizá, uno de los campos en que más trabajo de investigación se ha invertido por su extraordinaria complejidad. En la figura 3 se representa la situación de trabajo de la armadura en el hormigón cuando está sometida a tracción (3a), así como la distribución de tensiones en el hormigón producidas por los resaltos transversales (3b). Como puede verse, el fenómeno de resistencia a corte en las zonas de corruga es primordial.
A pesar de las investigaciones realizadas nunca se ha conseguido desarrollar un ensayo de adherencia completamente satisfactorio. Se han normalizado y empleado distintos procedimientos, que se pueden clasificar en dos grupos: los ensayos de arrancamiento directo de barras hormigonadas en cubos o prismas y los de arrancamiento mediante ensayos a flexión, que aunque parece diferente no constituye más que una variante del anterior. En la práctica, los métodos más utilizados son el Pull-out y el Beam test. El primer método ha sido normalizado por Rilem.
Un concepto que hay que tener en cuenta por su interés es de la superficie relativa de resaltos, que es el valor de la superficie que se opone al deslizamiento de la barra referida a la unidad de la superficie de ésta. Este concepto fue introducido por el profesor G. Rehm en la década de 1960 y ha sido de gran importancia en la investigación sobre adherencia. Este parámetro es una medida útil de la adherencia, al estar en razón directa con ella, y es perfectamente válido siempre que se refiera a barras laminadas en caliente. Sin embargo, como la adherencia no solo es función de la geometría de resaltos, sino también de la propia rugosidad de la superficie de la barra, en el caso de armaduras con superficies lisas como en los alambres laminados en frío, este parámetro presenta anomalías como medida de la adherencia.
Diseño óptimo de las barras corrugadas: compromiso entre adherencia y resistencia
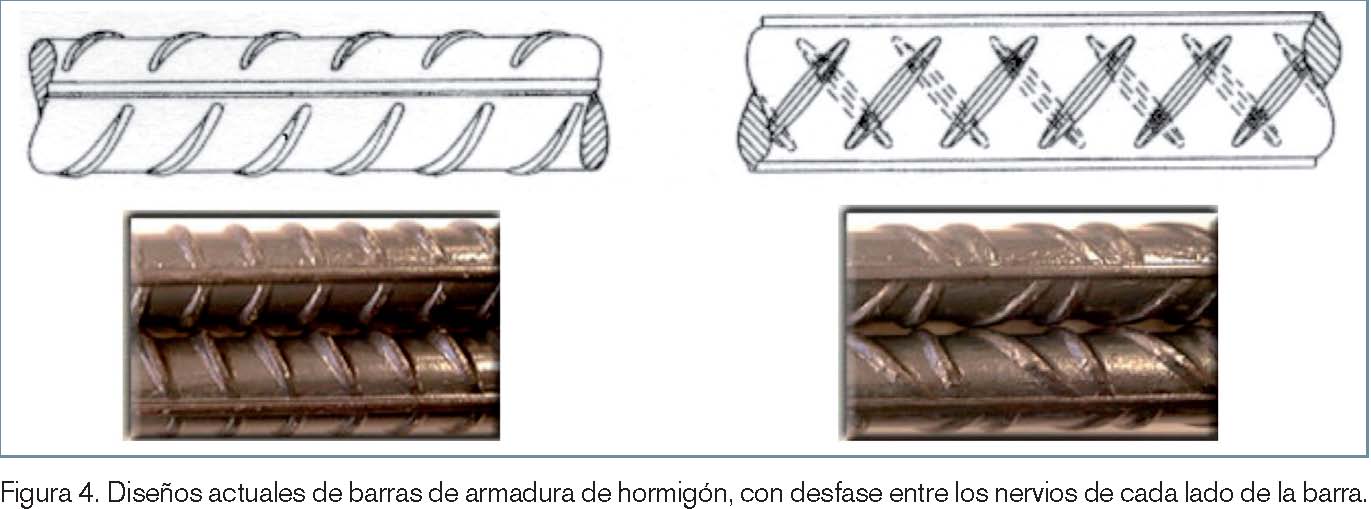
La capacidad mecánica de una barra es el producto de su límite elástico por el área de esa sección transversal mínima. Por otro lado, desde los primeros ensayos a fatiga que se realizaron, se determinó lo siguiente: cuando las corrugas transversales están unidas a las aletas longitudinales, el punto de unión era siempre la zona de inicio de un fallo prematuro en dicho ensayos de fatiga. Esto se atribuyó a problemas de concentraciones de tensiones. A partir de estas observaciones, el diseño actual de las barras se ha orientado predominantemente hacia soluciones como la que está representada en la figura 4, en que los nervios de uno y otro lado de la barra se desfasan para que la sección transversal de la misma sea constante, de forma que el acero empleado en las corrugas sea útil tanto a efectos adherentes como resistentes.

Finalmente, cabe indicar que las normas actuales no permiten que las barras se fabriquen con las corrugas transversales unidas a las aletas longitudinales, con el fin de mejorar las características de resistencia a la fatiga de las armaduras.
Clasificación de las armaduras
Actualmente, existe una gran variedad de productos de acero para utilizar como armadura en hormigón armado, la mayoría con aplicaciones específicas. Entre ellos cabe destacar los siguientes:
Barras: las barras son el material fundamentalmente utilizado como refuerzo en el hormigón armado. Se fabrican por laminación en caliente en dos calidades diferentes (400 y 500 Mpa de límite elástico), con unas características ductilidad elevada y una geometría superficial que le confiere alta adherencia con el hormigón.
Alambres trefilados: se fabricaron durante muchos años con una superficie lisa y generalmente con calidad de 5.000 Kp/cm2 de límite elástico.
Alambres grafilados: en el propio proceso de trefilado se procede un moleteado que graba una impronta en la superficie será suficiente o no para que el alambre pueda considerarse de alta adherencia.
Alambres laminados en frío: fueron desarrollados inicialmente en Alemania y constituyen una armadura notablemente distinta de los alambres grafilados.
Normativa de las armaduras de hormigón
El uso del hormigón armado comenzó en España a principios de siglo XX, sin grandes diferencias con respecto al resto de los países europeos. En cambio, la normalización del proyecto y la ejecución de las estructuras de hormigón armado se retrasó de forma considerable con respecto a la mayoría de esos países, como veremos en el apartado siguiente.
El hormigón armado comenzó a desarrollarse en España bajo dos patentes francesas; una de ellas fue la patente Hennebique, representada por Eugenio Ribera, profesor de hormigón armado en la Escuela de Ingenieros de Caminos, que fue la primera escuela que creó esta asignatura en España en 1916. Simultáneamente en Cataluña, se desarrolló la patente de Monier, cuyo representante fue el ingeniero militar Francesc Macià, que sería el primer presidente de la Generalitat de Catalunya. Quizá el hecho de que esta técnica estuviera sometida a patentes hizo que las autoridades relacionadas con la construcción prefiriesen no intervenir en su normalización durante años.
Las primeras normas españolas fueron las del Ministerio de Obras Públicas de 1939, Instrucción para el proyecto de hormigón armado y la de la Dirección General de Arquitectura de 1940, las Normas para el cálculo y la ejecución de estructuras metálicas, hormigón armado y forjados de ladrillo armado. En ambos documentos se especificaban exclusivamente las características mecánicas del acero y hacían sólo referencia a barras lisas. Un avance muy importante se registró en 1958, cuando el Instituto Técnico de la Construcción Eduardo Torroja publicó el primer tomo de lo que luego seria la Instrucción EH-61. En el primer tomo se recogían por primera vez en la normativa española las barras corrugadas. Hay que hacer una mención especial a la Instrucción EH-73 para el Proyecto y la Ejecución de Obras de Hormigón Armado y Hormigón en Masa, ya que supuso un avance normativo que situó a España en primera línea en cuanto a la normalización en este campo, introduciendo novedades que, posteriormente, han sido seguidas por muchos otros países.
En el marco internacional, los países tecnológicamente más avanzados de Europa y Estados Unidos vieron pronto la necesidad de elaborar normas que reglamentasen el proyecto y la ejecución de las obras de hormigón. De la normativa internacional más reciente debe tenerse en cuenta el conjunto de normas editadas por el CEB, siglas que corresponden en una primera época al Comité Europeen du Béton y, posteriormente, sin cambio alguno en su estructura, ya que era internacional, al Comité Euro-Internacional du Béton.
La normativa actual que se aplica a los diferentes tipos de armaduras que se fabrican, tanto en España como en los países desarrollados, se relaciona a continuación:
1. Normas de fabricación de barras: en España se fabrican de acuerdo con la norma UNE 36068, que prevé la gama de diámetros 6, 8, 10, 12, 14, 16, 20, 25, 32 y 40 mm. Coincide con la serie fabricada en el resto de Europa. Excepcionalmente, todos los países fabrican también (generalmente bajo pedido) el diámetro de 50 mm. En el caso de los diámetros de 40 y 50 mm la normativa de hormigón armado no permite el empalme de esas barras por solape, por lo que se deben emplear manguitos o soldadura. Inicialmente, el CEB recomendó suprimir el diámetro 14 mm de la serie, dado que al eliminar dicho diámetro del rango 12-14-16 mm, la inspección visual de diámetros en obra resulta muy sencilla. Sin embargo, la presión que por necesidades prácticas han ejercido los consumidores sobre los productores, ha conducido a que vuelva a fabricarse y utilizarse el diámetro 14 en todos los países y haya vuelto a ser incluido en la norma española UNE 36068.
2. Normas de fabricación de alambres: en España los alambres lisos están incluidos en la norma UNE 36731 «Alambres lisos para mallas electrosoldadas y para armaduras básicas para viguetas armadas». Su empleo se ha ido reduciendo debido a que el resto de los alambres ofrece mejores resultados técnicos con una escasa diferencia en el coste del producto. No se deben olvidar las propiedades de adherencia de los alambres grafilados, según se trate de su empleo como armadura pasiva, es decir, en hormigón armado, o como armadura activa, en hormigón pretensado. En el caso de los alambres laminados en frío, producto de base para la fabricación con alambres corrugados, su fabricación está definida por la norma UNE36099 «Alambres corrugados de acero para hormigón armado». Este tipo de alambres no tiene sección circular, sino triangular oval. Esto hace que no resulte fácil identificar en obra el diámetro con calibrador y, por ello, las mallas y celosías deben llevar siempre etiquetas de identificación.
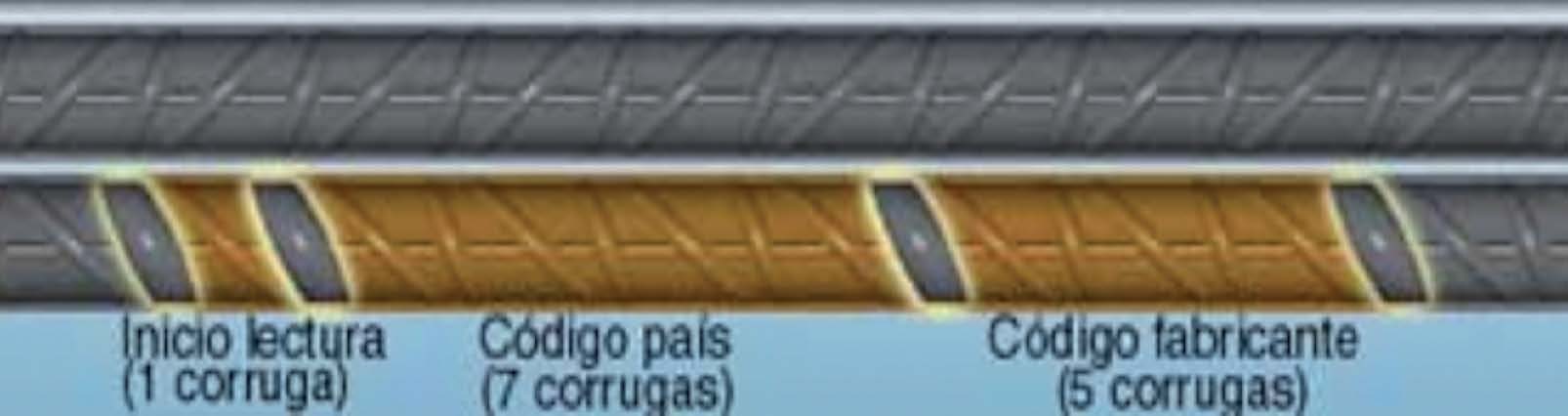
Figura 5. Identificación de una barra corrugada de acero B-400S, fabricada por la empresa Nervacero.
3. Por último, se tienen las mallas electrosoldadas, producto de base para la fabricación de mallas con alambres corrugados. Sus pautas de fabricación están recogidas en la norma UNE 36092 «Mallas electrosoldadas de acero para hormigón armado».
En cuanto a la normativa de identificación de las armaduras, cabe indicar que todas las barras corrugadas deben llevar grabadas a lo largo de su longitud, y a distancias en general no superiores al metro, unas marcas que le imprime el tren de laminación y que proporcionan información correspondiente al fabricante y al país en el cual se han fabricado, de acuerdo con la norma UNE 36068.
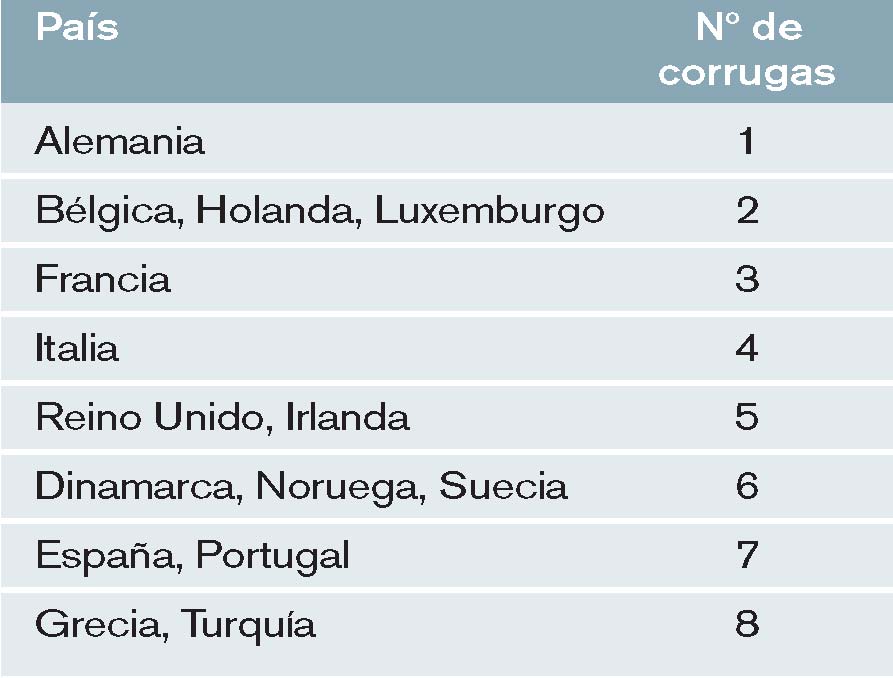
La figura 5 muestra un ejemplo concreto, de una barra correspondiente al acero B-400S, estipulado por la actual norma UNE 36068. Se observa en ambos casos que las marcas de laminación se identifican con el número de corrugas normales que figuran entre corrugas regruesadas, estando localizadas estas marcas en la familia de corrugas. Una corruga normal entre dos corrugas regruesadas indica el comienzo de las marcas de laminación. A partir de ahí y hasta la próxima corruga regruesada, el número de corrugas normales indica el número de fabricante.
Si el fabricante tiene más de un dígito como número de identificación, las decenas se indican también como corrugas simples entre otras dos corrugas regruesadas, excepto el número 11, que se marca con 11 corrugas.
La tabla 1 presenta la relación del número de corrugas asignado a cada país de la Unión Europea.
Al igual que las barras corrugadas, los alambres corrugados han de llevar grabadas unas marcas que permiten identificar el tipo de acero, el país de fabricación, el fabricante y la marca comercial. En este caso, la identificación se realiza mediante la omisión de corrugas de uno de los tres sectores del alambre. La zona de marcado se inicia con la omisión de una corruga, que indica el principio de identificación. A partir de esa marca, y hacia la derecha, se distinguen tres zonas, separadas por una corruga omitida. La primera, formada por tres corrugas, indica el tipo de acero B-500T; la segunda indica el número del país del fabricante (por ejemplo, España siete corrugas); la tercera corresponde a la identificación del fabricante y marca comercial.
Dado que se sigue el sistema de numeración decimal, para algunos fabricantes la identificación se realiza mediante dos grupos de corrugas separados por una omitida, con lo que el primer grupo corresponde a las decenas y el segundo, a las unidades.
Tanto en el caso de las barras corrugadas como de los alambres corrugados, el número identificativo de cada fabricante y marca comercial es asignado por AENOR, y se recoge en los informes UNE 36922 N y UNE 36912 IN para barras y alambres, respectivamente.
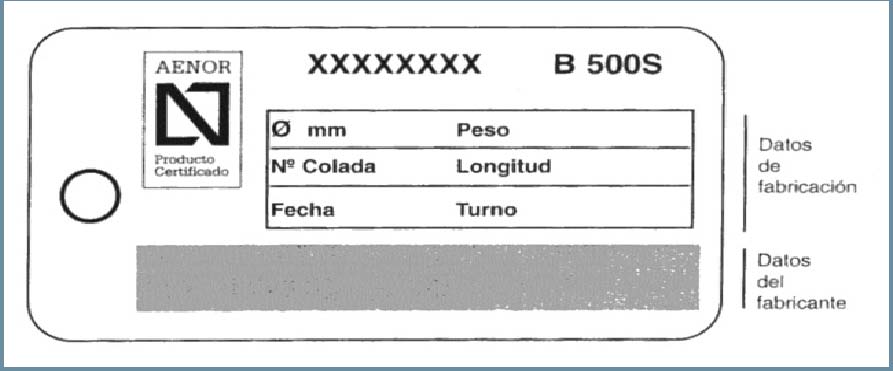
La marca española Aenor es una marca de conformidad que atestigua que un producto se ajusta a determinadas normas UNE. La Asociación Española de Normalización y Certificación (Aenor) ha delegado la gestión para los productos de acero para hormigón, en Calidad Siderúrgica, que posee la Secretaría del Comité Técnico de Certificación CTC-017. La marca Aenor está homologada por el Ministerio de Fomento y el Ministerio de Industria y Energía la reconoce como alternativa a la homologación para los productos de acero para hormigón que estén sujetos a este requisito. La figura 6 muestra una etiqueta típica para un producto certificado.
Posible deterioro de la armadura. Almacenamiento
Dentro del proceso de fabricación siderúrgica y en el de elaboración en el taller de chatarra, las armaduras se almacenan y manejan con sistemas organizados de forma industrial y no suelen sufrir deterioros o contaminación de ningún tipo.
Tanto durante el transporte como durante el almacenamiento, la armadura pasiva se protegerá adecuadamente contra la lluvia, la humedad del suelo y la eventual agresividad de la atmósfera ambiente. Hasta el momento de su empleo, se conservarán en obra, cuidadosamente clasificadas según sus tipos, calidades, diámetros y procedencias.
Antes de su utilización y especial-mente después de un largo período de almacenamiento en obra, se examinará el estado de su superficie, con el fin de asegurarse de que no presenta alteraciones perjudiciales. Una ligera capa de óxido en la superficie de las barras no se considera perjudicial para su utilización. Sin embargo, no se admitirán pérdidas de peso por oxidación superficial (comprobadas después de una limpieza con cepillo de alambres hasta quitar el óxido adherido) que sean superiores al 1% respecto al peso inicial de la muestra.
Es en el proceso de almacenamiento en obra, previo a su colocación, en el que las armaduras pueden sufrir deterioros o contaminaciones . Las más frecuentes son:
1) Contaminación con el suelo: las armaduras deben almacenarse sobre durmientes, de forma que no estén en contacto con el suelo. Si se producen manchas por este tipo de contaminación, deben ser cepilladas.
2) Oxidación: las barras pueden presentar un ligero grado de oxidación, producido en los periodos de almacenamiento en fábrica, en el taller de chatarra y en la obra,
a) El caso de la oxidación ha sido estudiado en profundidad por J. Calavera, A. Delibes, J. M. Izquierdo y G. González. Se ha determinado que conlleva dos consecuencias:
b) Efecto de pérdida de sección de las armaduras: esta consecuencia es negativa, pues implica pérdida de resistencia mecánica de la armadura.
Influencia de la oxidación en la adherencia: se ha determinado que, curiosamente, cualquier grado de oxidación mejora la adherencia de las barras (debido a que aumenta la rugosidad superficial). Por tanto, el cepillado para eliminar óxido solo es necesario cuando dicho óxido no esté firmemente adherido a la barra.
Otro factor que hay que considerar como posible causa de deterioro de las armaduras de hormigón son los líquidos desencofrantes, empleados en la construcción de hormigón in situ, y, sobre todo, en la prefabricada, que se aplican a la superficie interior de los moldes para facilitar el desencofrado. Si se produce el contacto de las armaduras con tales líquidos, la adherencia puede resultar perjudicada.

Conformado final de las armaduras
Las barras se comercializan con una longitud de 12 m. Si son de diámetros finos, se suministran en rollos. Para conseguir que las armaduras tengan la forma y las dimensiones que el proyectista especifica, es necesario realizar la operación de corte y doblado. Estas operaciones están reguladas por la norma UNE 36831 «Armaduras pasivas de acero para hormigón estructural. Corte, doblado y colocación de barras, alambres y mallas para estructuras de hormigón. Tolerancias. Formas recomendadas de armado».
Enderezado
La operación de enderezado surge de dos necesidades distintas: en el caso de material suministrado en rollos, la operación es imprescindible para producir barras rectas. En determinados casos, sobre todo en prefabricación, es necesario proceder al enderezado en obra, en general durante la última fase de montaje de algunas armaduras de en lace. Por esta razón la norma UNE 36062 establece la necesidad de que las barras y alambres superen el ensayo de dobladodesdoblado.
Corte
Según los casos se emplean cizallas ligeras manuales o mecánicas y máquinas de corte. Las cizallas manuales sólo se utilizan para diámetros no mayores que 12 mm. Las mecánicas que disponen de una cuchilla fija y otra móvil pueden cor-tar como máximo diámetros de 20 mm. Las máquinas de corte pueden seccionar barras de hasta 50 mm o, de forma simultánea, varias barras de menor diámetro.
Doblado
Esta es una operación esencial en la ejecución de las armaduras. Deben tenerse en cuenta varios aspectos fundamentales, como es que las barras y alambres no deben doblarse con radios excesivamente pequeños, ya que puede producir fisuras en el material.
Las limitaciones en cuanto a los diámetros de doblado no solamente tratan de que no se produzcan daños en el acero, sino también tratan de limitar las presiones sobre el hormigón que se ejercen en las zonas de doblado, con objeto de impedir la fisuración o su aplastamiento del hormigón. La figura 7 muestra un detalle del doblado de las armaduras en una obra.
Montaje y colocación de las armaduras
La calidad final de la obra depende en gran medida del montaje y colocación de las armaduras, que está directamente relacionada con dos aspectos esenciales:
Las barras deben estar en el sentido longitudinal y transversal a la pieza, en los sitios previstos, con las tolerancias aceptadas. Este aspecto tiene importancia desde el punto de vista de su resistencia mecánica.
Las barras deben tener los recubrimientos especificados, con las tolerancias aceptadas, lo que esta íntimamente ligado con la durabilidad de la estructura, en particular con la corrosión de las armaduras, tanto la producida por una excesiva fisuración como la relacionada con la escasez de recubrimiento.
Detalles constructivos. Especificaciones de calidad
Para finalizar, debe destacarse que uno de los puntos fundamentales en el proyecto y ejecución de las estructuras de hormigón es el de los detalles constructivos. La correcta redacción de un detalle constructivo es una mezcla de técnica y arte, de conocimientos teóricos y de experiencia práctica. Las estadísticas de patología de hormigón demuestran que, aproximadamente, el 25 % del total de daños ocurridos en las estructuras son debidos tanto a la ausencia de los detalles constructivos en los planos como la introducción en ellos de detalles constructivos incorrectos.
Y en cuanto a las especificaciones de calidad, se siguen las recogidas en la instrucción para el proyecto y la ejecución de obras de hormigón en masa o armado EH-91.
Bibliografía
Calavera Ruiz J, Gómez Rey A, Fernández Gómez J (2001). Armaduras pasivas para hormigón estructural : recomendaciones sobre el proyecto, detalle, elaboración y montaje. Calidad Siderúrgica, Madrid. 978-84-930662-4-6.
Calavera Ruiz J (1993). Manual de detalles constructivos en obras de hormigón armado. Intemac, Madrid. ISBN 978-84-88764-00-3.
Calavera Ruiz J, González Valle E, Fernández Gómez J, et al (2003). Manual de ferralla. 3ª edición. Intemac-Anifer. Madrid. ISBN 84-88764-17-0.
Calavera Ruiz J, González Valle E, Fernández Gómez J, et al (2002). Proyecto de estructuras de hormigón con armaduras industrializadas. Intemac, Madrid. ISBN 978-84-88764-13-3.
Pérez Vázquez MC (1998). Corrosión de las armaduras en hormigón: estudio de los mecanismo de pérdida de pasividad y modos de actuación para evitarla. Tesis doctoral, Universidad de Vigo.
me gustaria onocer el origen de la armadura que se origino en austria me parece KATZEMBERGER fue la PRIMERA ARMADURA PARA VIGUETA DE ALMA ABIERTA. saludos
Hola, para poder resolver su consulta, lo mejor que puede hacer es ponerse en contacto vía email con el autor. Dicho contacto aparece en el documento en PDF del artículo en la parte final. Gracias. Un saludo,