Viabilidad del reperfilado de ruedas de ferrocarril desgastadas por su uso mediante técnicas de fabricación aditiva
Study of the viability of additive manufacturing for railway wheels worn by use
Jon Hernández-Martínez (1), Javier Santamaría (1), Aizpea Urresti (1), Julio Blanco-Lorenzo (1), Ernesto García Vadillo (1)
Resumen
La operación de reperfilado de ruedas ferroviarias consiste en un proceso de torneado que elimina material para devolver la rueda desgastada a su perfil original. Esto implica que, en casos de desgaste acumulado en la pestaña de la rueda o daños locales en la banda de rodadura, la cantidad de material a eliminar sea grande, reduciendo por tanto la vida útil y aumentando los costes de mantenimiento. Para hacer frente a este problema, se ha propuesto la fabricación aditiva como solución reciente. La tecnología de Deposición de Energía Dirigida es conocida por su viabilidad a la hora de reparar daños locales con gran precisión, y ya ha sido utilizada para reparar carriles ferroviarios. Sin embargo, su aplicación a las ruedas de ferrocarril es aún objeto de estudio, debido a las exigencias mecánicas y resistencia a desgaste que la rueda debe alcanzar. El objetivo de este estudio es investigar materiales de polvo metálico para el reperfilado de las ruedas ferroviarias y comprobar que el resultado obtenido es adecuado considerando las propiedades mecánicas alcanzadas. Los primeros materiales comerciales estudiados han sido AISI 4140 y Stellite 6. Ambos se han depositado sobre probetas extraídas de la banda de rodadura de una rueda utilizada hasta su servicio final, tratando de reproducir las condiciones reales lo más fielmente posible. Se han realizado ensayos tribológicos para caracterizar el comportamiento de fricción y la resistencia al desgaste de estos materiales frente al material base de la rueda. El caso del AISI 4140 mostró un gran resultado, por lo que se amplió posteriormente el estudio a otros dos aceros, AISI 52100 y AISI H13, confirmando nuevamente el gran resultado del AISI 4140. Se concluye, que el uso de la fabricación aditiva resulta de gran interés para su uso en el reperfilado de ruedas ferroviarias, consiguiendo una adecuada resistencia al desgaste y excelentes propiedades en cuanto a dureza y tensiones residuales compresivas (apropiadas para una mayor resistencia a fatiga).
Palabras clave: Rueda ferroviaria, fabricación aditiva, fricción, desgaste y direct energy deposition.
Abstract
The railway wheel reprofiling operation consists of a turning procedure that restores the worn wheel to its original profile. This means that when wear occurs mainly on the flange o there is localised damage, it is necessary to eliminate a considerable high amount of material. To address this problem, Additive Manufacturing has been proposed as an ideal solution, exactly, Direct Energy Laser-Beam is known for its feasibility in repairing local damage with high precision, moreover, it has already been used for welding and repairing railway rails. However, its application to railway wheels is still under investigation due to the demanding mechanical requirements and the need for adequate wear performance in the wheel material. The aim of this study is to investigate suitable metallic powder materials for the reprofiling of railway wheels and to verify that the resulting properties meet the mechanical requirements of wheel applications. The commercial materials initially selected were AISI 4140 and Stellite 6, which were deposited onto specimens extracted from the tread of a wheel that had reached the end of its service life. Therefore, the substrate material was a hardened steel, trying to reproduce real operating conditions as faithfully as possible. Then, tribological tests were performed to characterize friction behaviour and measure the wear resistance of the coated specimens compared with non-clad wheel material. Finally, due to the excellent performance obtained with AISI 4140 steel, the study was extended to two additional high-grade steels, AISI 52100 and AISI H13. Their mechanical properties (with the exception of microhardness) were analysed again, confirming the excellent performance ofAISI 4140. Therefore, it is concluded that Additive Manufacturing for railway wheel reprofilingis of great interest, the results show that it is possible to achieve a significant wear resistance and excellent mechanical properties in terms of hardness and compressive residual stresses, and consequently, an improved fatigue resistance.
Keywords: Railway wheel, additive manufacturing, friction, wear, and direct energy deposition.
Recibido/received: 03/07/2025
Aceptado/accepted: 05/02/2026
1 Dpto. de Ingeniería Mecánica, Universidad del País Vasco UPV/EHU
Autor para correspondencia: Jon Hernández Martínez; e-mail: jo***********@*hu.eus
1. INTRODUCCIÓN
La vida útil de las ruedas y de los carriles de acero convencionales se ve cada vez más limitada por las exigencias actuales, como lo son mayor volumen de tráfico, velocidades de circulación más rápidas y mayores cargas dinámicas. Todo ello contribuye al desgaste y a la fatiga de contacto por rodadura (en adelante RCF por sus siglas en inglés, rolling contact fatigue). Estos factores no solo provocan molestias físicas a los pasajeros, como contaminación acústica (UNE EN ISO 3095, 2013) y vibraciones (UNE EN 12299, 2010), sino que también dan lugar a un desgaste excesivo que altera el perfill de rodadura, la presencia y propagación de grietas (spalling, shattered rim, shelling, etc.) y otros defectos causados por condiciones no deseadas (plano de la rueda) que afectan aún más a la dinámica del vehículo ferroviario y comprometen su seguridad.
El método actual para la restauración de los perfiles de rodadura se realiza mediante tornos de foso, es decir, un proceso de arranque de viruta en el que en algunas circunstancias obliga a desperdiciar una gran cantidad de material, como los planos de rueda y el desgaste de la pestaña, lo que reduce considerablemente el diámetro. Asimismo, este problema no solamente afecta a la rueda que se ha de reparar, sino que exige también retornear el resto de las ruedas para garantizar la mínima diferencia de diámetros entre distintas ruedas material (Shen et al., 2024) (Pereira et al., 2024). Además, una vez que la rueda alcanza su diámetro final, es decir, el menor diámetro aprovechable (UNE EN ISO 13715, 2021), esta debe desecharse, con el consiguiente desperdicio medioambiental y económico. De este modo, el coste de sustitución de las ruedas llega a ser hasta 10 veces el del reperfilado (Åhrén, Waara & Larsson Kråik, 2003).
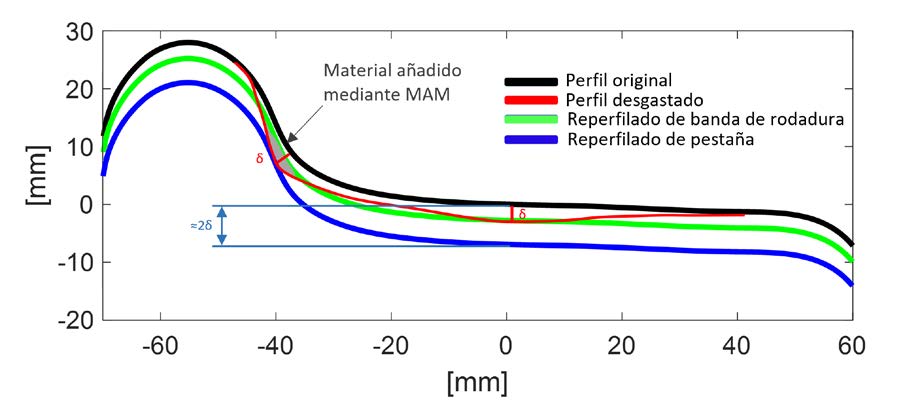
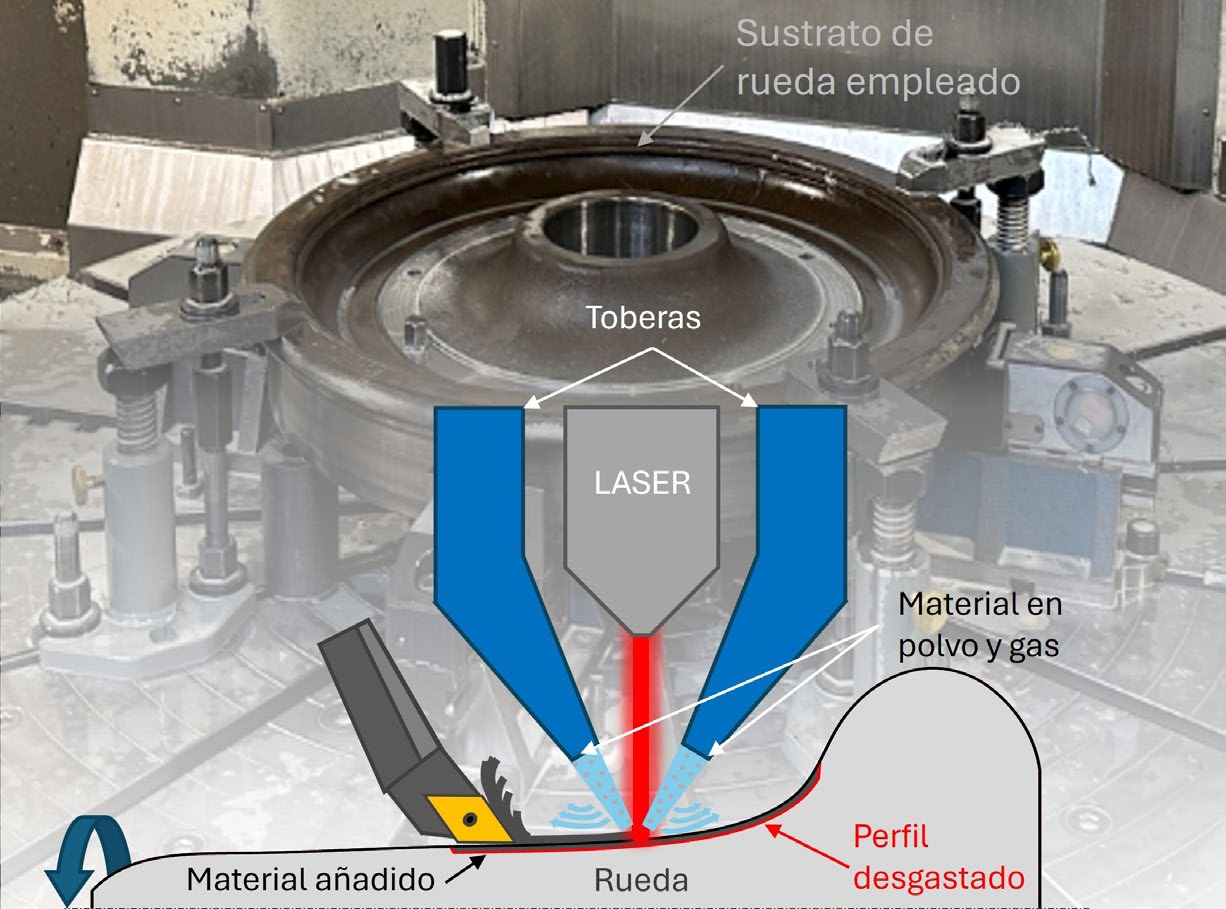
Sin embargo, en los últimos años ha surgido una nueva línea de investigación centrada en explorar métodos alternativos para la restauración de los perfiles desgastados que se enfoca principalmente en la fabricación aditiva metálica (en adelante MAM por sus siglas en inglés, metal additive manufacturing), dado que ofrece versatilidad, precisión y control de energía mayores (Vafadar et al., 2021). De estas, la tecnología de deposición de energía directa por láser (en adelante DED-LB por sus siglas en inglés, direct energy deposition-laser beam) es la más adecuada para la reparación de daños locales. Una clara representación gráfica de esta gran ventaja se muestra la figura 1, en la que se representa un perfil de rueda con un desgaste típico, pero con una profundidad perpendicular a la superficie idéntica en dos zonas, la banda de rodadura y la pestaña. Es posible observar cómo, evidentemente, la reducción diametral necesaria para reperfilar la pestaña es ampliamente mayor que la necesaria para la banda de rodadura. En efecto, puede llegar a ser más del doble. Sin embargo, se muestra también que con la posibilidad de añadir una cantidad pequeña de material, mediante MAM, se lograría evitar eliminar material innecesario y reducir excesivamente el diámetro de la rueda.
Además, estudios previos han demostrado que crear revestimientos a partir de materiales en polvo mejora las características técnicas y la resistencia del material base. Por eso, mediante la MAM sería posible conseguir un aumento de la resistencia a desgaste y RCF, principales causas de fallo, y, por tanto, prolongar la vida útil de ruedas y carriles a través de diversos materiales en polvo.
Recientes pruebas experimentales han demostrado que el uso del Stellite 6 sobre materiales de carril de alta calidad puede aumentar la vida útil de estos. Nellian et al. (2023, 2018) ensayaron esta aleación en raíles R260 y R350HT y obtuvieron en ambos casos una mejora de la resistencia al desgaste. Lewis et al. (2015) experimentaron revestimientos de Stellite 6, acero Hadfield, acero martensítico y acero inoxidable con 1 y 2 capas sobre un carril de grado R260, y los compararon con resultados anteriores del proyecto INNOTRACK (Vasi & Franklin, 2011). El Stellite 6 mostró la mayor concordancia entre ambos proyectos, fue el material de mejor rendimiento tanto en condiciones secas como en húmedas y también mostró consistencia en el índice de desgaste independientemente del número de capas de revestimiento aplicadas. Lewis et al. (2016) también compararon otros 6 recubrimientos diferentes sobre carril y concluyeron que las muestras de acero inoxidable martensítico y Stellite 12 tenían los índices de desgaste más bajos, correspondientes al 50% respecto a la referencia del carril de grado R260, mientras que el de Stellite 6 era del 70%. Sin embargo, el Stellite 6 fue seleccionado como la mejor opción para el revestimiento debido a la calidad de su deposición sobre el sustrato, pues logró una fusión sin porosidad. Roy et al. (2018) obtuvieron resultados similares al ensayar revestimientos de AISI 410, AISI 420 y Stellite 6 en un acero de carril de alta resistencia R400HT. A pesar de que el AISI 420 redujo el desgaste, tras los ensayos presentó graves daños superficiales y más grietas que la probeta sin revestimiento. Por el contrario, el Stellite 6, con un índice de desgaste similar al de la probeta no revestida y un mecanismo de daño uniforme sin signos de acumulación de residuos ni grietas, se indicó como la elección óptima. Estudios similares fueron llevados a cabo por Fasihi et al. (2022) en los que también compararon Stellite 6 con un nuevo material de revestimiento desarrollado mediante la combinación de los materiales estándar AISI 410L y AISI 420. Se comprobó que los carriles de alta resistencia el Stellite 6 poseían un porcentaje de desgaste similar, y ambos fueron superados por este nuevo material combinado. Sin embargo, para el caso de carriles ligeros, el Stellite 6 seguía siendo la mejor opción.
De forma paralela, también se han realizado novedosos estudios en el campo de las ruedas. Guo et al. (2015) investigaron el comportamiento frente al desgaste cuando el carril o la rueda se revestían de forma individual con aleación de cobalto, muy similar al Stellite 6. Descubrieron que el coeficiente de fricción y la tasa de desgaste de ambas partes se reducían significativamente en ambos casos, es decir, aplicando el recubrimiento solamente al carril, y, por otro lado, solamente a la rueda. De forma similar, Wang et al. (2014) analizaron el contacto cuando el revestimiento láser de material a base de cobalto se aplicaba tanto al carril como a la rueda, y observaron que la tasa de desgaste disminuía y los daños eran menos graves. Wang et al. (2016) repitieron la prueba para analizar el efecto de la lubricación con aceite en los casos en que solo el carril o la rueda estaban revestidos individualmente y cuando ambos estaban revestidos. En el caso en el que el recubrimiento se aplicaba a ambos, el desgaste volvía a ser menor. Sin embargo, con el revestimiento individual, el comportamiento de la parte revestida mejoraba, pero la tasa de desgaste del componente no revestido aumentaba significativamente. Xiao et al. (2023) simularon la reparación de un defecto en una rueda ER9 mediante recubrimiento por láser con tres materiales distintos: aleación con base de hierro, base níquel y base cobalto. Aunque no compararon los resultados respecto a una rueda sin recubrimiento, la aleación de base cobalto fue la mejor en términos de fricción, desgaste y daño superficial, seguida de la aleación de base hierro.
Asimismo, otros estudios siguen sugiriendo el uso de aceros muy aleados como la mejor alternativa para el revestimiento de raíles, como el acero martensítico, un desarrollo propio a partir de los comerciales AISI 410 y 420 (Fasihi et al., 2021) , los también comerciales AISI 434L, 314, el propio AISI 420 (Xie et al., 2021), el AISI 630, el 18Ni300 (Meng et al., 2021) y la aleación de ultrarresistencia Aermet 100 (Zhang, He & Wang, 2022). Sin embargo, otros autores (Tomlinson et al., 2023; Yildirimli et al., 2022) recomiendan usar el mismo material que el sustrato, reduciendo así posibles defectos y aumentando el comportamiento a fatiga. De igual modo, también se han realizado estudios con aceros de alta aleación para reparaciones de rueda, además de incluir otros aditivos como el lantano (Fu et al., 2015; Wang et al., 2016) y WS2 y CaF2 (Ding et al., 2022. Por otro lado, los ensayos con aceros comerciales, pero igualmente muy aleados, produjeron grietas más profundas que la propia rueda (Zhu et al., 2019). Por ello, en este estudio se ha propuesto para los ensayos un acero de baja aleación, similar a la rueda utilizada como sustrato.
Este trabajo forma parte de la iniciativa europea Academics4Rail y del cual ya se han obtenidos resultados prometedores (Hernández Martínez et al., 2025). Estudia los resultados obtenidos con dos distintos materiales de aporte y los compara con una rueda de ferrocarril de grado ER9, que posee la mayor distinción de resistencia y dureza acorde a la norma (UNE EN 13262, 2021). Las probetas fueron obtenidas de la banda de rodadura de rueda desgastada, tras haber llegado al final de su vida útil tras múltiples operaciones de reperfilado. De esta manera se analiza lo más fielmente posible el estudio de la fabricación aditiva como tecnología para el reperfilado.

2. METODOLOGÍA
2.1. Preparación de muestras y materiales
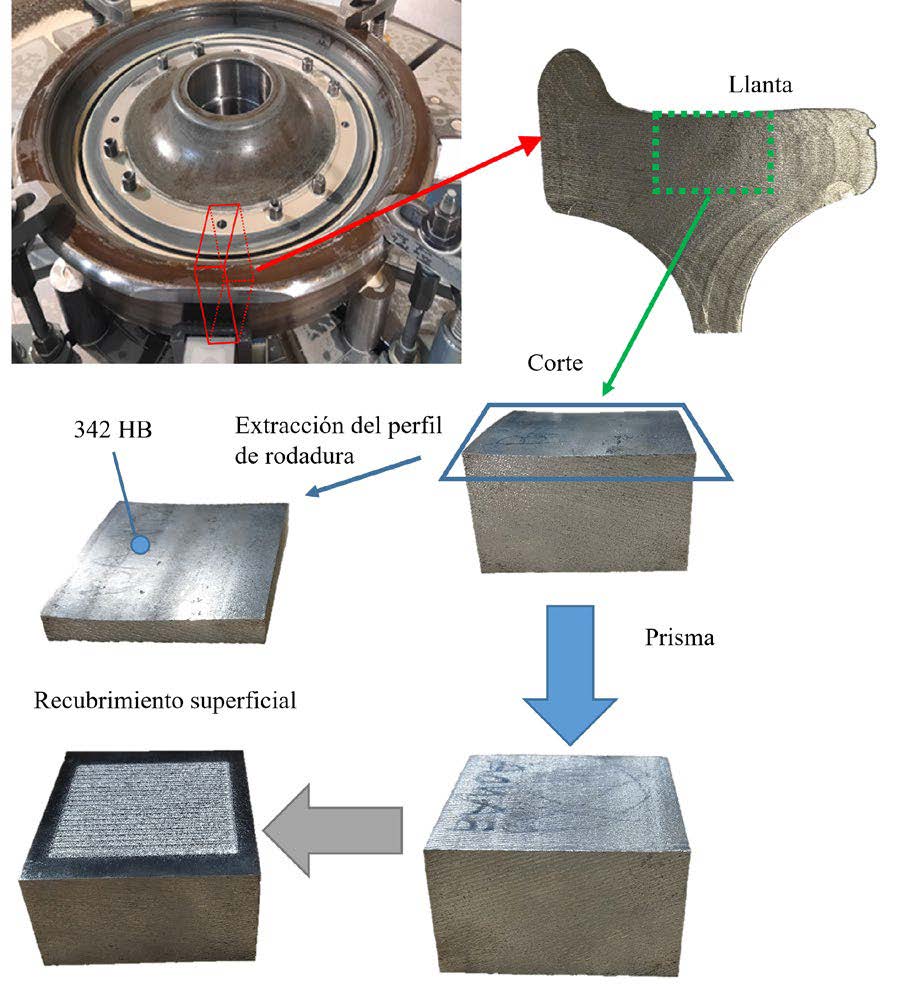
Las muestras fueron extraídas de la banda de rodadura de la rueda. Para ello, la rueda se mecanizó en un centro de mecanizado vertical (VR-2.4, GMTK), de donde se extrajo la llanta y se realizaron diversos cortes en la banda de rodadura. De cada corte se seccionó el perfil de rodadura y se obtuvo un prisma cuadrangular de caras planas con una altura suficiente que garantizara la adecuada evacuación del calor generado durante el proceso de fabricación láser. En la cara superior, a escasos milímetros de la superficie de rodadura, y previamente rectificada, se realizaron los recubrimientos. Este proceso se muestra en la figura 2.
Sobre la banda de rodadura se midieron valores de dureza y se obtuvo un promedio de 342 HB, superior en 87 HB al valor mínimo exigido por la norma (UNE EN 13262, 2021), es decir, durante la puesta en servicio de la rueda se produjo un endurecimiento por deformación.
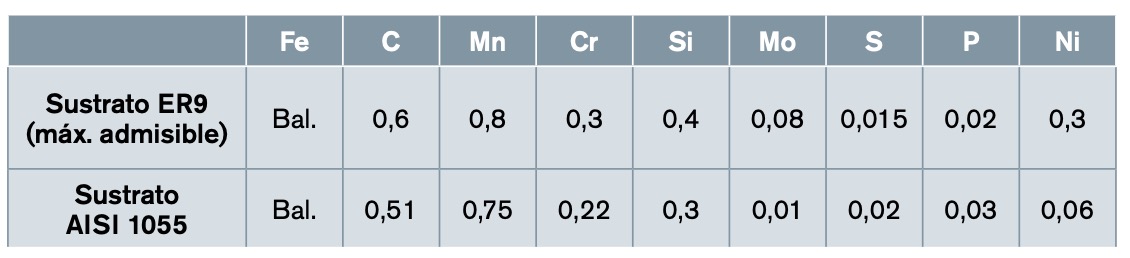
Los materiales de aporte seleccionados fueron Stellite 6, AISI 4140, AISI 52100 y AISI H13. El Stellite 6 es una aleación de cobalto que ha demostrado tener excelentes propiedades frente al desgaste en anteriores estudios (Nellian & Pang, 2023; Nellian et al., 2018; Lewis & Fletcher, 2015; Vasi & Franklin, 2011; Lewis et al., 2016; Roy et al., 2018; Fasihi et al., 2022; Guo et al., 2015; Wang et al., 2014; Wang et al., 2016; Xiao et al., 2023). El AISI 4140 es un acero económico empleado en aplicaciones que requieren poco degaste como engranajes y levas. Además, su composición es muy similar a la de la rueda utilizada aquí como sustrato, por lo que se espera que el revestimiento sea resistente (Tomlinson et al., 2023; Yildirimli et al.,2022). El AISI 52100 es un acero especialmente diseñado para resistir desgaste y RCF, lo que hace que sea muy utilizado en aplicaciones de rodadura, como rodamientos. Finalmente, AISI H13 es un acero asequible y versátil, empleado generalmente para resistir desgaste en aplicaciones de herramientas para trabajos en caliente y en frío. Todos poseen una granulometría -45+105 «m y su composición se muestra en la tabla 1.
2.2. Recubrimiento láser
Antes de realizar el recubrimiento sobre la rueda, se llevó a cabo un proceso de optimización, el cual consistió en realizar primeramente cordones individuales utilizando diferentes combinaciones de parámetros, caudal de material de aporte, velocidad de avance y potencia. Sin embargo, por motivos de ahorro de material de rueda y logística (obtención de la rueda, extracción de probetas y preparación), se llevó a cabo antes sobre un sustrato preliminar, AISI 1055, y, posteriormente, sobre la propia rueda. La composición de ambos sustratos es muy similar y se muestra en la tabla 2. Este proceso fue realizado para los aportes de Stellite 6, AISI 4140 y AISI 52100. No fue necesario para AISI H13, ya que se conocían los parámetros óptimos de anteriores estudios.
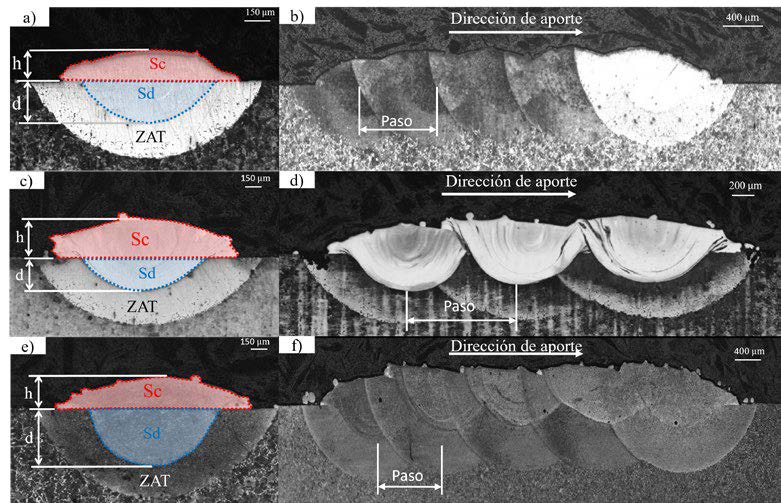
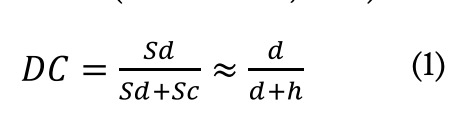
El proceso consistió, en primer lugar, en fabricar cordones individuales y analizar su sección transversal (Figs. 3a, 3c y3e) de forma visual a través de un microscopio óptico (DCM 3D, Leica, Alemania). El objetivo es observar que no haya cambios microestructurales en la zona diluida y la zona afectada térmicamente (ZAT), evitar poros y otros defectos visuales y comprobar que hay una buena integridad entre el material aportado y el sustrato. Esta integridad puede definirse a través del coeficiente de dilución (DC), el cual se calcula en la ecuación 1 a partir de las áreas de la superficie de capa (Sc) y de la superficie diluida (Sd). Sin embargo, a modo de practicidad, este cálculo puede simplificarse a la altura de capa (h) y profundidad (d). Este proceso se repite hasta obtener una altura aproximada de 0,3 mm y un DC superior al 30% que asegura la correcta adhesión de sucesivos cordones (Urresti et al., 2024).
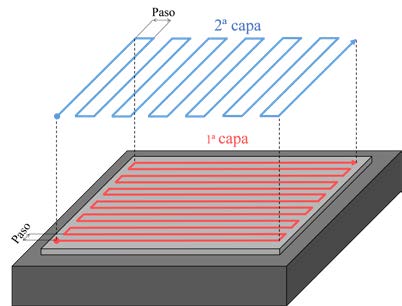
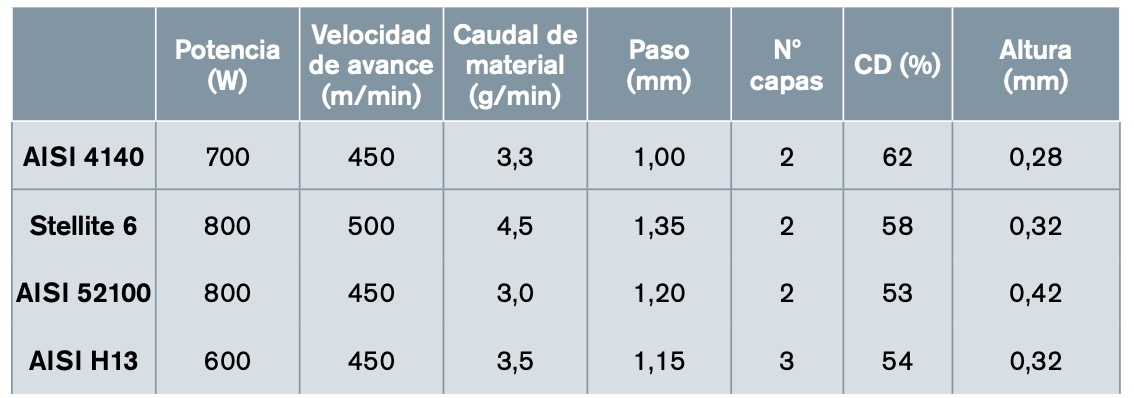
 Posteriormente, su reproducibilidad fue comprobada en pequeñas capas (Fig. 3b, 3d y 3f), además de ajustarse el paso, distancia horizontal entre cordones. Este proceso es repetido hasta conseguir una altura de capa un uniforme, sin aumento de altura por efecto superposición. Los valores óptimos identificados se muestran en la tabla 3.
Posteriormente, su reproducibilidad fue comprobada en pequeñas capas (Fig. 3b, 3d y 3f), además de ajustarse el paso, distancia horizontal entre cordones. Este proceso es repetido hasta conseguir una altura de capa un uniforme, sin aumento de altura por efecto superposición. Los valores óptimos identificados se muestran en la tabla 3.
El proceso de fabricación aditiva se ha realizado en el centro de procesado de materiales por láser Aktinos 500 (Kondia), especialmente diseñado para la experimentación con Laser Cladding (LC) por el Grupo de Fabricación de Alto Rendimiento del Departamento de Ingeniería Mecánica de la UPV/ EHU. Este centro dispone de un generador láser de fibra CW (onda continua) de 1 kW de potencia y longitud de onda de 1,070 nm, el cual es transmitido por un sistema de fibra óptica hasta el cabezal, en el que hay instalada una óptica de enfoque de 200 mm. Sobre este cabezal están también acopladas sendas toberas que suministran el material de aporte, impulsado por un alimentador de polvo (Twin 10-C, Sulzer Metco) y que proporcionan los gases de protección y arrastre. En ambos casos el gas empleado es argón, y un haz láser de 1,7 mm de diámetro.
Una vez obtenidos los parámetros de proceso, se llevó a cabo el recubrimiento sobre la rueda. Para ello, se realizaron recubrimientos de 50 # 50 mm2 en dos capas (Fig. 4) para crear un revestimiento de espesor suficientemente, y en trazados perpendiculares para mejorar las propiedades en ambas direcciones. La altura conjunta de ambas capas fue de 1 mm y 0,8 mm, para los casos de AISI 4140 y Stellite 6, respectivamente. Con posterioridad, el material del sustrato fue eliminado mediante procesos de mecanizado para obtener una altura total inferior a 10 mm y, por tanto, compatible con el estándar del ensayo de fricción y desgaste (ASTM G99, 2017).

A continuación, la calidad del revestimiento se examinó analizando su microestructura a través de difracción de rayos X (DRX) (D8 Discover, Bruker, Alemania) y midiendo las tensiones residuales (DRX) producidas tras la fabricación. Posteriormente, se procedió al rectificado del revestimiento para medir nuevamente las tensiones residuales tras un proceso de mecanizado, y dureza (Tecmicro). Por último, las probetas fueron seccionadas y analizadas ópticamente (DCM 3D, Leica, Alemania) para observar la unión entre material aportado y sustrato y realizar mediciones de microdureza (FALCON 500, Innova Test, Países Bajos).
2.3. Ensayos de fricción y desgaste
Las pruebas tribológicas se realizaron en un dispositivo ball-on-disk (Fig. 5), siguiendo los procedimientos dictados en la norma (ASTM G99, 2017). Esta máquina aplica una fuerza normal sobre un indentador inmóvil, presionándolo sobre un plato sometido a rotación, por lo que se produce, de esta manera, un deslizamiento entre ambas partes. Aunque no hay rodadura como podría esperarse de un contacto rueda-carril, este escenario es válido para situaciones de contacto con la pestaña, las cuales se caracterizan por elevados seudodeslizamientos y condiciones saturadas del contacto. Como indentador se empleó una bola de 6 mm de diámetro, fabricada en WC 94/6 Co (módulo elástico de 600 GPa y coeficiente de Poisson de 0.22) debido a su elevada dureza, 1.550 HV. Con estos parámetros nominales y mediante de la teoría de Hertz (el problema tangencial no se tiene en cuenta para este cálculo), se calcula la máxima presión de contacto.
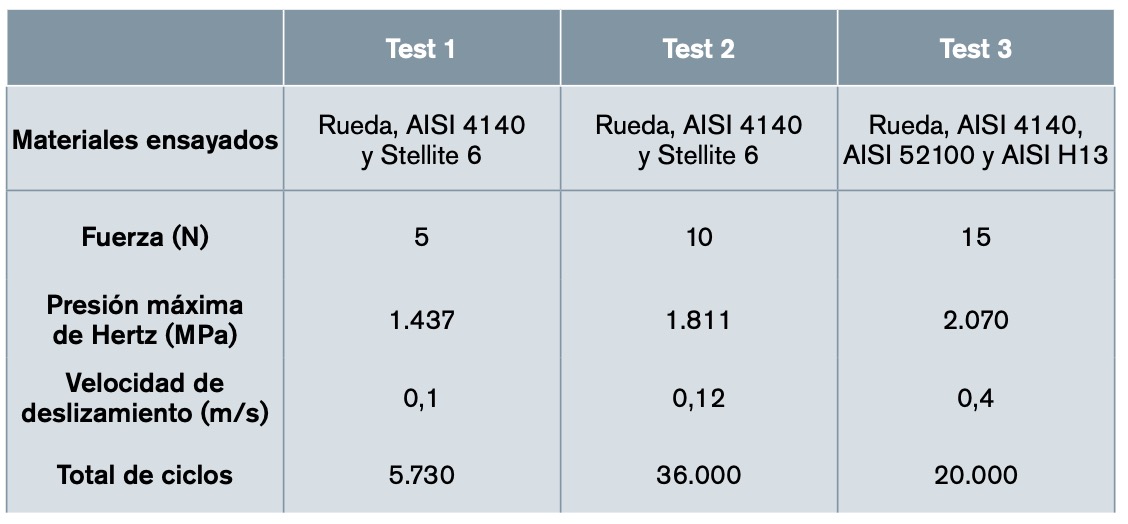
En la primera etapa de investigación se analizaron el AISI 4140 y el Stellite 6, y se compararon con la rueda de referencia mediante un test inicial de fricción y un segundo test de desgaste. Para las pruebas de fricción se empleó una fuerza normal de 5 N, lo que supone una presión máxima de 1.437 MPa, valor típico del contacto rueda con carril, una velocidad de deslizamiento de 0,1 m/s y una duración de 5.500 ciclos. Por el contrario, para analizar el desgaste, se emplearon una fuerza normal de 10 N (1.811 MPa) y una velocidad de deslizamiento de 0,12 m/s, con el fin de acelerar el fenómeno de desgaste. Asimismo, el número de ciclos también se aumentó a 36.000 para lograr estabilización del proceso y obtener una huella de desgaste más significativa. Finalmente, en el tercer test se analizaron los tres aceros, AISI 4140, AISI 52100 y AISI H13, junto con el material de rueda. La carga y la velocidad se ampliaron, 15 N (2.070 MPa) y 0,4 m/s, respectivamente, y el total de ciclos se redujo a 20.000. Un resumen de los parámetros se muestra en la tabla 4. Todos los ensayos se realizaron bajo mismas condiciones atmosféricas, de temperatura, de humedad ambiente y sin lubricación. Todas las probetas fueron pulidas manualmente mediante papel abrasivo hasta obtener una rugosidad Ra < 0,1 ± 0,09 µm.
3. DISCUSIÓN DE LOS RESULTADOS
3.1. Microestructura y estado tensional
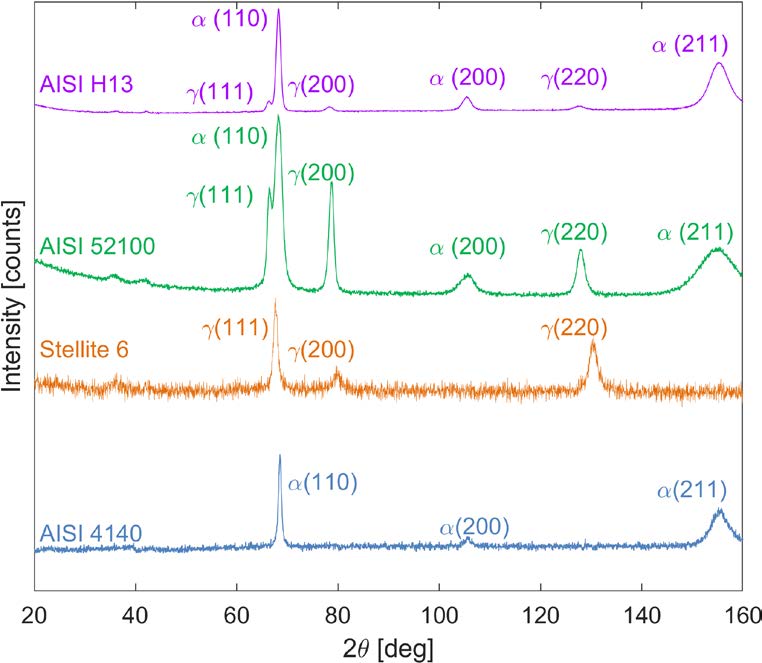
En primer lugar, se realizó un análisis de fase y cristalinidad de los materiales de aporte mediante DRX en el rango 20° < 2 < 160° (Fig. 6), con una longitud de onda de k 1,Cr = 2,28976 Å, que, posteriormente, servirá para las tensiones generadas durante la fabricación.
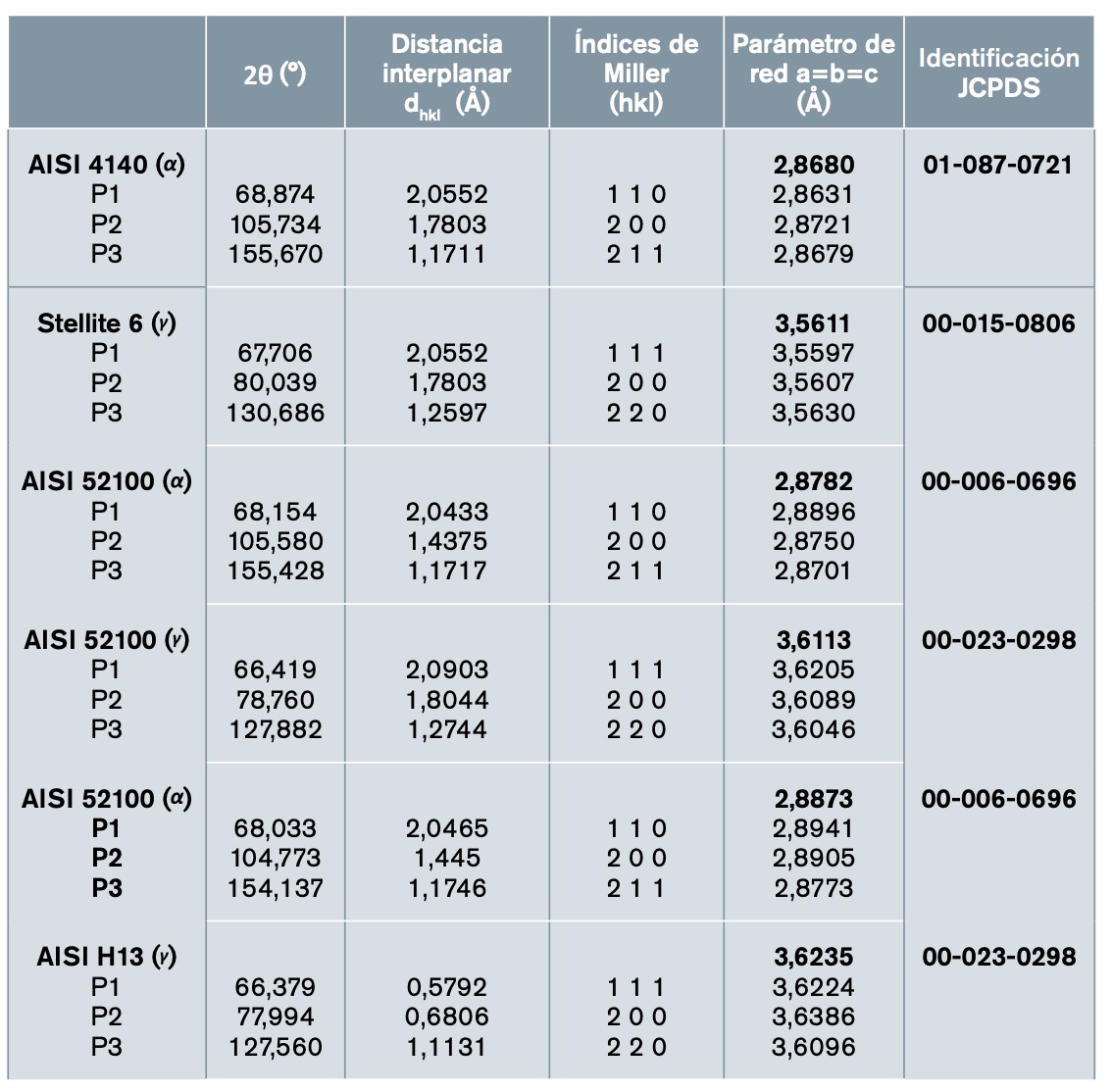
En el caso del Stellite 6, los patrones de austenítica- pura demuestran la existencia de una estructura cúbica centrada en el las caras (FCC), mientras que en los aceros están claramente dominados por la fase ferrita- , estructura cúbica centrada en el cuerpo (BCC). Esta fase es pura en el AISI 4140. Sin embargo, en los casos de AISI 52100 y AISI H13 se refleja también la existencia de fase , lo que indica la presencia de austenita retenida. Este comportamiento es característico de los procesos de fabricación aditiva asistidos por láser, en los cuales la combinación de altas temperaturas —superiores al punto de austenización— y elevadas tasas de enfriamiento impiden que la austenita formada disponga del tiempo suficiente para transformarse en ferrita/martensita (DebRoy et al., 2018). No obstante, es posible apreciar cómo la intensidad de los patrones son mayores para el AISI 52100 que para el AISI H13, lo que indica que esta retención de austenita es mayor para el primero. Esto se debe, principalmente, a la composición química de estos dos materiales (v. tabla 1); AISI 52100 es un material con un alto contenido en carbono (1%), el cual es un es estabilizador de austenita (Saenarjhan, Kang & Kim, 2019); mientras que AISI H13 posee gran contenido de cromo (4,75%) y molibdeno (1,25%), formadores de ferrita (Kuzucu, Aksoy & Korkut, 1998; Ofner et al., 2025). En la tabla 5 se muestra un resumen de los resultados de difracción obtenidos: ángulo 2 , distancia interplanar, índices de Miller, parámetros de red y la identificación correspondiente al estándar JCPDS (Joint Committee on Powder Diffraction Standards).
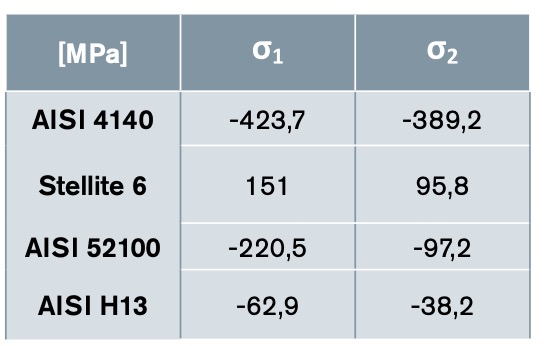
En cuanto a las tensiones generadas durante la fabricación (tabla 6), el Stellite 6 originó un esfuerzo biaxial de tracción, un resultado característico de los procesos de fabricación aditiva DED-LB, debido a los elevados gradientes térmicos que se general durante la fabricación. Sin embargo, en los tres aceros aportados se obtuvieron tensiones de compresión.
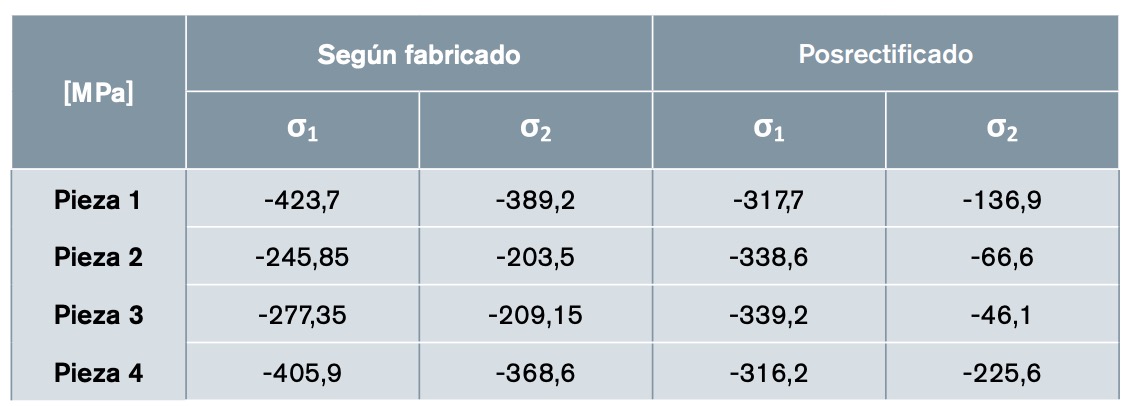
Por otro lado, en el recubrimiento de AISI 4140 se observó un estado tensional de compresión desde la deposición del material, y que tras el proceso de rectificación decreció ligeramente y se mantuvo de igual manera la compresión. Estas compresiones no son resultados típicos de los procesos de fabricación láser. No obstante, se han observado generadas tras tratamientos térmicos mediante laser tras la fabricación mediante DED-LB (Duan et al., 2023, Li et al., 2024) o incluso tras la propia fabricación aditiva en carriles (Kendall et al., 2022; Narayanan et al., 2019), las cuales podrían estar ligadas a transformaciones de fase ocurridas en el material (Chen et al., 2021; Rahman Rashid et al., 2019). Estas últimas sugieren que durante la fabricación de cada cordón ocurre un enfriamiento rápido y se produce martensita y la consecuente expansión cristalina de cúbica a tetragonal, la cual queda restringida por el material ya solidificado y se generan así las tensiones de compresión. Sin embargo, con la fabricación de cada cordón se produce, al mismo tiempo, un calentamiento que afecta a los anteriores ya fabricados, lo que altera, de esta manera, sus propiedades y recibe el nombre de martensita revenida (Wright, 2011). Esta martensita revenida se oscurece en comparación con la no revenida (Chen et al., 2021; Rahman Rashid et al., 2019), efecto que es claramente visible en la figura 3b. Con el !n de esclarecer este fenómeno se llevaron a cabo más mediciones en nuevas probetas fabricadas bajo los mismos parámetros (potencia, velocidad y caudal) que pudiesen confirmar el comportamiento del AISI 4140. Además, con el propósito de verificar que los resultados no se vieran incluidos únicamente por efectos superficiales, las mediciones se repitieron tras la rectificación de la pieza. Los resultados obtenidos (tabla 7) confirman la repetibilidad de estas tensiones de compresión y permiten definirlas como características propias de este material y, por tanto, adecuado para una mayor resistencia a fatiga.
3.2 Dureza
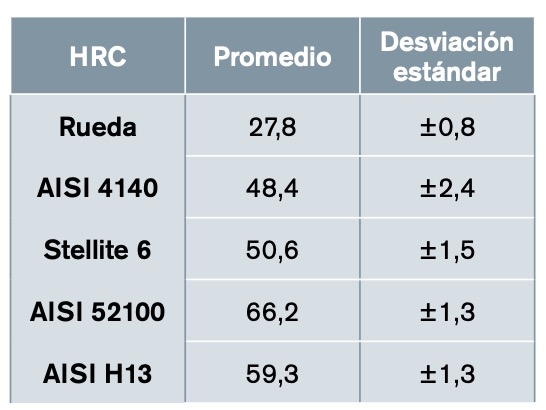
La tabla 8 muestra los resultados de la dureza superficial de cada material, y se muestra un promedio de 10 indentaciones realizadas a cada uno de ellos y la desviación estándar. En el caso de la rueda, se observa un valor de 27,8 ± 0,8 HRC, un resultado inferior al medido sobre la banda de rodadura anteriormente (342 HB, aprox. 37 HRC). Este cambio confirma que, efectivamente, la banda de rodadura se endureció por los numerosos ciclos de carga a los que fue sometida durante su puesta en servicio, mientras que, a escasos milímetros de profundidad, su valor sigue siendo cercano a los 255 HB (aprox. 26 HRC) que dicta la norma. Por otro lado, todos los recubrimientos aumentaron la dureza, y en algunos casos se alcanzó el doble. En primer lugar, se observa que el AISI 4140 posee el menor valor de los recubrimientos, y con una desviación significativa, 48,4 ± 2,4 HRC. Esta desviación es de gran importancia, ya que puede representar indicios de inestabilidad en el material aportado, lo que afecta a su comportamiento. Por el contrario, tanto el Stellite 6 como AISI 52100 y AISI H13 presentan valores más estables, 50,6 ± 1,5 HRC, 66,2 ± 1,3 HRC y 59,3 ± 1,3 HRC, respectivamente. Sin embargo, lo más relevante es que estos valores son superiores al doble del de la rueda, lo que indica una gran mejora en sus propiedades mecánicas y sugiere, por tanto, ser más adecuados para aplicaciones que requieren gran resistencia a deformación y desgaste. No obstante, en el contacto rueda con carril ferroviario una mayor dureza no es necesariamente preferible, ya que podría desencadenar el efecto adverso de aumentar el desgaste del elemento que contactar, el raíl. Comprender y controlar esto es esencial para garantizar una funcionalidad óptima. En este caso, aunque el AISI 4140 tiene el valor más bajo de los materiales revestidos, su elevada desviación podría tener un efecto perjudicial en la estabilidad de la pieza recubierta. Por ello, el Stellite 6 y el AISI H13, con valores promedio no demasiado elevados y baja desviación, pueden considerarse las opciones más adecuadas.
3.3. Microdureza
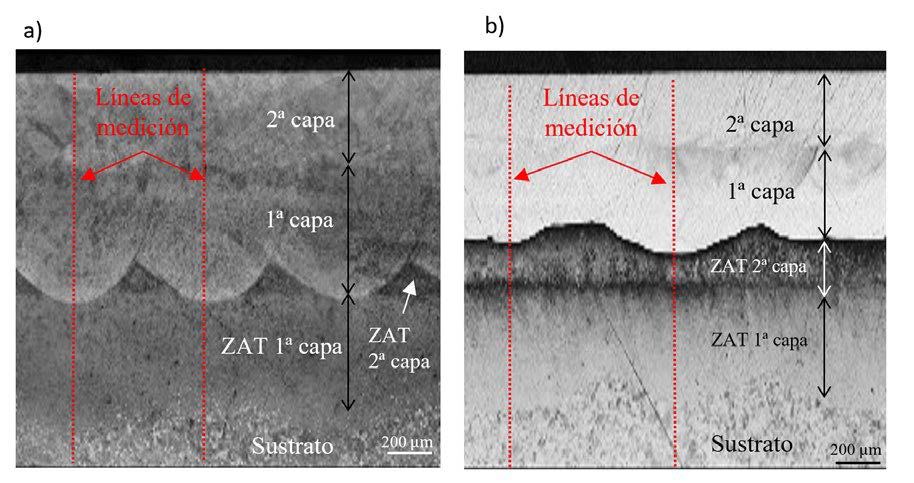
A continuación, se presenta el análisis de microdureza realizado en la primera etapa de la investigación, por lo que únicamente se muestra para AISI 4140 y Stellite 6. Se analizó la transición entre estos revestimientos y sus sustratos mediante metalografías (Fig. 7), y no se observaron fallos ni irregularidades de adhesión, poros ni otros posibles defectos. También se llevaron a cabo mediciones de microdureza siguiendo un procedimiento estándar de 300 gramos de aplicación durante 10 segundos (dwell time). Estas mediciones se realizaron en el centro de los cordones de la primera capa, con dos mediciones por metalografía con dos metalografías por material. El promedio de estas medidas en forma de variación en profundidad se muestra en la figura 8.
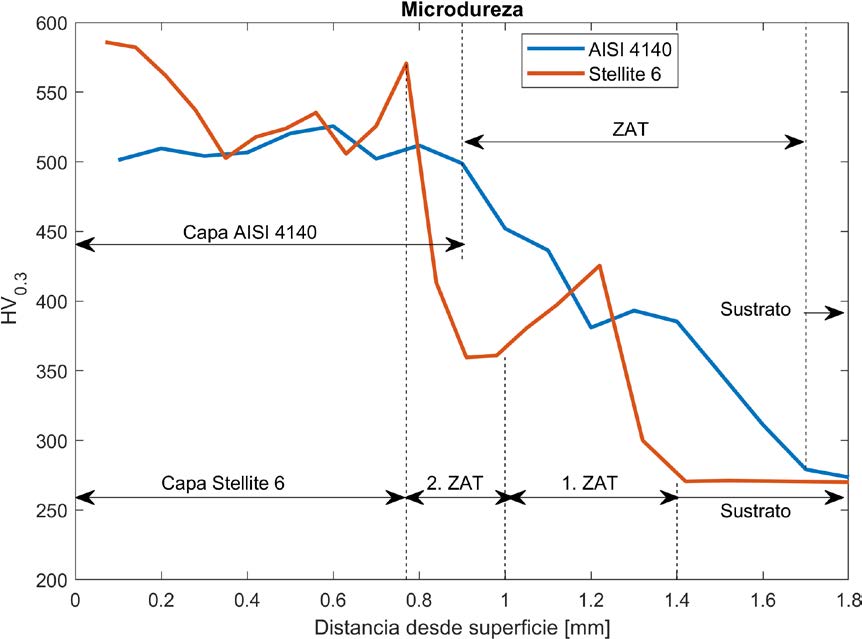
Como puede observarse, el recubrimiento de AISI 4140 presentó unos valores muy estables en la capa aportada (d < 1 mm) con un promedio de 508 HV0,3. A continuación, existe una transición, en la ZAT, puramente decreciente hasta alcanzar el sustrato (270 HV0,3) a 1,7 mm de profundidad. Por otro lado, los resultados obtenidos en el Stellite 6 confirman su anticipada superior dureza, con un valor máximo de 580 HV0,3 en la superficie, que tras un ligero descenso a 500 HV0.3 vuelve a aumentar brevemente según se aproxima al inicio de la ZAT, a 0,8 mm de profundidad. Sin embargo, a diferencia del AISI 4140, es visible un pequeño valle de 350 HV0,3 a 1 mm de profundidad, antes de alcanzar el sustrato alrededor de los 1,4 mm de profundidad. Analizando la metalografía del Stellite 6 (Fig. 7b) puede observarse que la variación de microdureza en la transición entre este material y el sustrato corresponde a la ZAT de la segunda capa. Este recalentamiento produce un leve recocido y, de esta manera, disminuye la dureza y se consigue, consecuentemente, la no uniformidad en la transición entre material aportado y sustrato. Este efecto no se da en el AISI 4140, puesto la ZAT generada durante la segunda capa es de menor espesor (Fig. 7a), por lo que existe únicamente en la zona intermedia de los cordones de la primera capa.
En conclusión, aunque inicialmente se desaconsejaba el uso de AISI 4140, debido a su mayor desviación en la dureza superficial, los análisis de microdureza en profundidad han revelado que este material presenta una estabilidad y uniformidad interna superiores en comparación con el Stellite 6, a pesar de que este último mostraba una menor variabilidad superficial. Por ello, especialmente en recubrimientos multicapas como el de este estudio, resulta crucial evaluar la calidad de la unión entre el recubrimiento y el sustrato. En este contexto, la ZAT desempeña un papel determinante, y es deseable que su espesor sea menor que el de la capa aportada, ya que esto contribuye a evitar irregularidades en la dureza y mejora el rendimiento global del recubrimiento.
3.4. Ensayos de fricción y desgaste
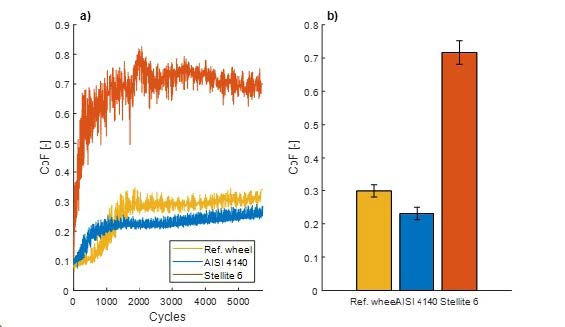
Test 1: ensayo de fricción
A continuación se muestran los resultados del ensayo de fricción (test 1 en la tabla 4), en el que, en primer lugar, se observa que el recubrimiento fabricado con AISI 4140 posee el menor coeficiente de fricción (CdF), el cual se estabiliza en 0,25 ± 0,02 después de 1.150 ciclos, seguido por la rueda sin revestimiento, con un valor promedio de 0,3 ± 0,02 tras 1.750 ciclos. Por el contrario, el Stellite 6 presentó el mayor CdF, con un máximo valor medio de 0,7 ± 0,04 después de 1.210 ciclos. Esta comparativa entre valores estabilizados se muestra en la !gura 6b. La observación inicial de la prueba tribológica destaca el extremadamente elevado coeficiente de fricción del Stellite 6, especialmente cuando se compara con la rueda sin recubrimiento y con AISI 4140. Aunque estos hallazgos son consistentes con los de otros estudios de ball-on-disk en los que se obtenían elevados CdF para Stellite 6 (Poshtahani, Roostaie & Azadi, 2023; Suh et al., 2024, y Ostolaza et al., 2024), estos valores son contrarios al resultado deseado, ya que un alto CdF implica mayores fuerzas de contacto y, por tanto, mayores porcentajes de desgaste. Analizando estos resultados, se evidencia que el AISI 4140 exhibió un comportamiento muy similar al de la rueda de referencia, e, incluso, llegó a poseer un valor estabilizado más bajo, lo que sugiere la buena viabilidad del AISI 4140 como material de aporte en rueda.
Test 2: ensayo de fricción y desgaste
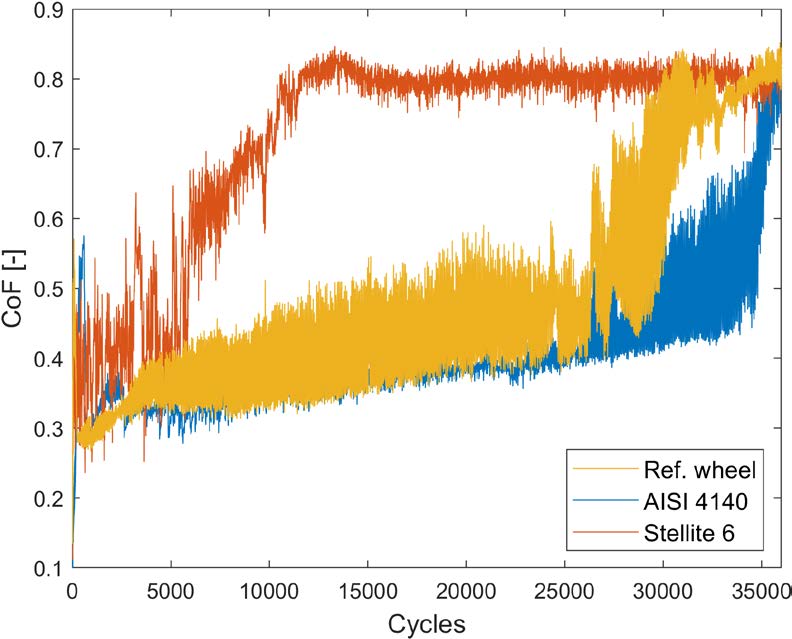
En la primera prueba de desgaste (test 2 en la tabla 4), se llevó a cabo nuevamente la medición del CdF durante todo el ensayo (Fig. 10). Todos los materiales comenzaron con un CdF de 0,1 hasta alcanzar valores significativos, nuevamente alrededor de los 1.000 ciclos. A continuación, el CdF de la rueda sin recubrimiento $uctuó de forma brusca entre 0,35 y 0,5 hasta alcanzar los 28.000 ciclos. Esta falta de uniformidad puede asociarse al desprendimiento de pequeñas partículas superficiales que actúan como una tercera capa intermedia en el contacto. Posteriormente, el CdF aumentó repentinamente a 0,8, lo cual se atribuye a una pérdida de material aún más grave. En el caso del AISI 4140, el comportamiento fue similar durante la primera etapa. No obstante, presenta un comportamiento más moderado durante el incremento desde el CdF de 0,3 a los 1.000 ciclos, hasta el CdF de 0,4 a los 30.000 ciclos. En ese momento, ocurrieron algunas fluctuaciones y la fricción aumentó, al igual que la rueda, hasta 0,8 al final de la prueba. Esto puede indicar que la pérdida de material fue menor y ocurrió en una etapa posterior en comparación con la rueda de referencia. Finalmente, Stellite 6, que ya presentó el CdF más alto anteriormente, comenzó con diversas oscilaciones y aumentó su valor, de nuevo hasta 0,8, antes de los 12.000 ciclos y permaneció estable hasta el final de la prueba. Esto sugiere que la pérdida de material para el Stellite 6 ocurrió extremadamente rápido, lo que aumentaría de forma significativa el desgaste. Este hecho podría verse seriamente afectado por la tensión residual de tracción inicial generada en el recubrimiento de Stellite 6 durante el proceso de LC, lo que acelera, de esta manera, la pérdida de material superficial.
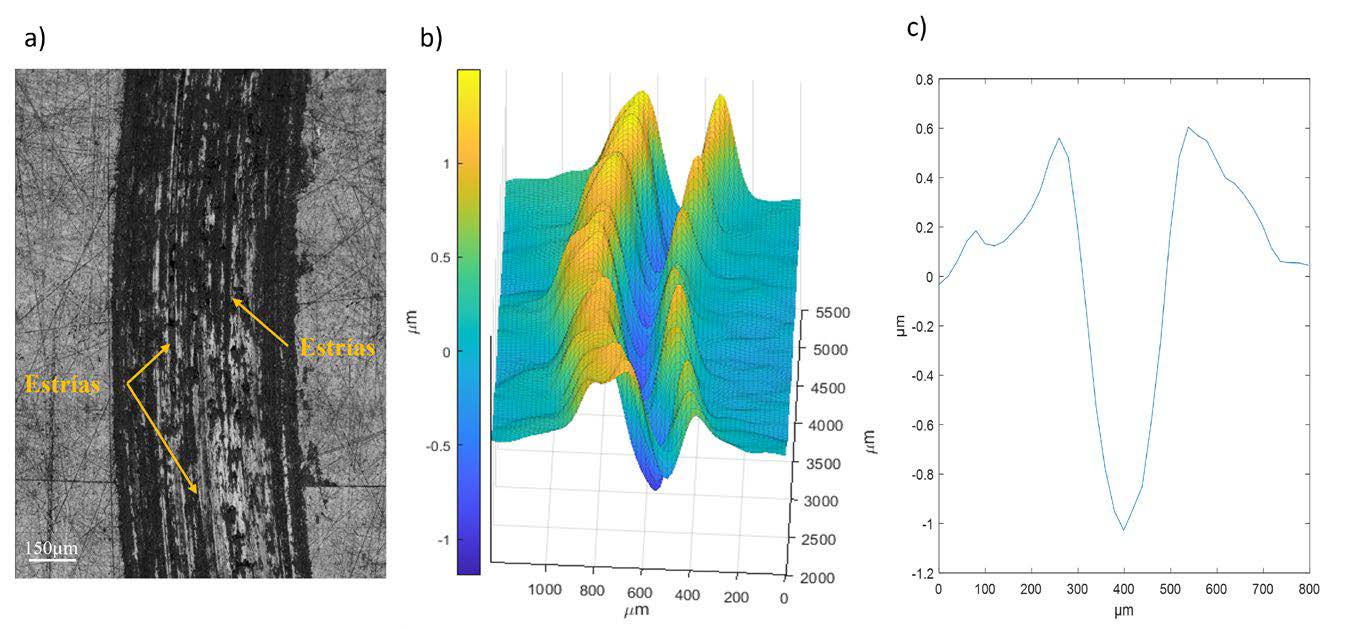
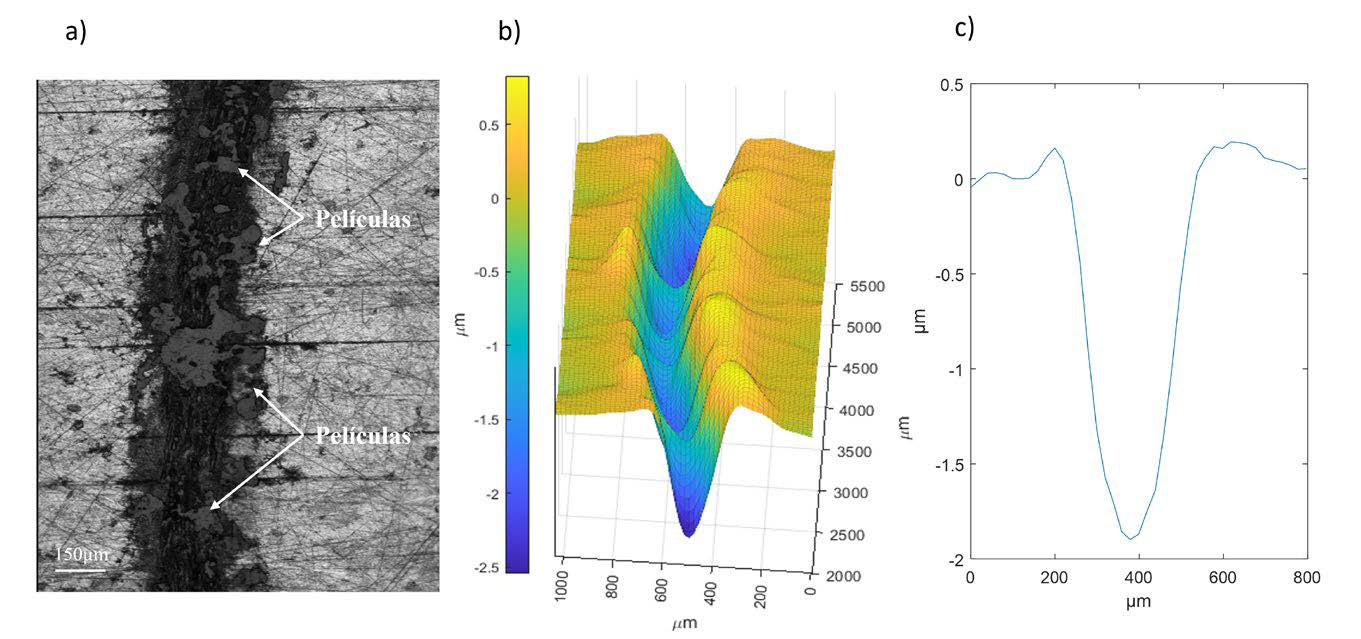
Tras los ensayos, se analizaron las huellas de desgaste y se observaron restos de polvo rojizo tanto en la rueda sin revestimiento como con revestimiento de AISI 4140, además de ser estas huellas más oscuras bajo microscopia (Figs. 11a y 12a). Estos hechos son indicios de haberse producido desgastes oxidativos. Y es más evidente en el AISI 4140, ya que este tipo de desgaste ayuda a mantener un bajo coeficiente de fricción (Glascott, Stott & Wood, 1985; Rowe, 2009), y a las pequeñas películas de óxido apreciables en la huella de desgaste (Fig. 12a). Por el contrario, en la rueda sin recubrimiento (Fig. 11a) son visibles algunas estrías que indican que varias micropartículas fueron arrastradas, como podía anticiparse por las oscilaciones del CdF (v. Fig. 10). Esto sugiere que, aunque hubo un proceso de oxidación, ocurrió, asimismo, un desgaste abrasivo en el que estas micropartículas actúan formando una capa intermedia. Por otro lado, en la topografía de la rueda sin recubrimiento (Fig. 11b) se observa una considerable cantidad de material acumulado en los bordes, especialmente notable en el borde exterior debido a la acción centrífuga de la rotación, lo que indica una gran transferencia de material; ocurre en menor medida en la rueda recubierta con AISI 4140 (Fig. 12b).
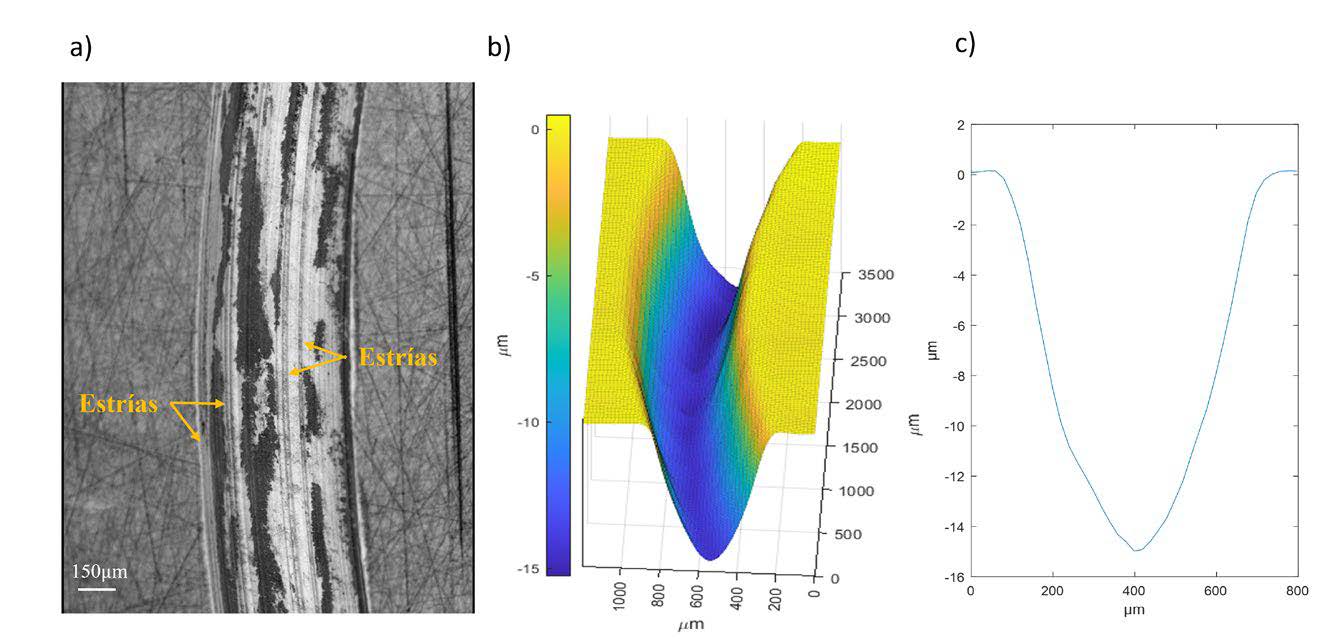
En el caso del Stellite 6, el repentino aumento del CdF en ambos ensayos (v. Figs. 9 y 10) demuestra que las micropartículas se desprendieron muy rápidamente, lo que provocó un desgaste abrasivo excesivo. Esto es también evidente por la presencia de estrías en la huella de desgaste (Fig. 13a). Esta pérdida de material, unida a la elevada dureza de la Stellite 6, dio lugar a una tercera capa muy agresiva que incrementó el desgaste en mucha mayor medida que la de la rueda sin revestimiento, como puede verse si se compara frente a la topografía de la rueda (Fig. 11.b). Esto refleja un efecto bien conocido en el ámbito ferroviario, en el que las micropartículas que se desprenden de la rueda y del carril debido a la rodadura se depositan sobre la cabeza del carril (Harrison, 2020) y actúan, posteriormente, como elemento acelerador del desgaste. Estos resultados muestran una tasa de desgaste extraordinariamente elevada para el Stellite 6 en comparación con la rueda de referencia ER9 empleada, y con el acero AISI 4140 depositado. Aunque estos resultados son contrarios a los esperados, son semejantes a los obtenidos en estudios similares, Ostolaza et al. (2024) compararon esta aleación frente a un acero comercial y observaron que el desgaste del Stellite era, aproximadamente, 6 veces superior, y únicamente podía ofrecer un mejor comportamiento en condiciones de elevada temperatura.
Finalmente, sobre las marcas de desgaste se realizaron integraciones mediante el método trapezoidal para obtener el perfil promediado. Por cada material se integraron 8 secciones repartidas equitativamente sobre la circunferencia desgastada, y la longitud total integrada fue ligeramente superior al 25% de la circunferencia. En primer lugar, destaca de nuevo la gran cantidad de material desgastado en el caso del Stellite 6 (v. Fig. 13c), el cual llega a alcanzar hasta una profundidad (14 µm) un orden de magnitud superior a la de la rueda (v. Fig. 11c) (1 µm), así como una mayor amplitud horizontal. Por otro lado, aunque el AISI 4140 presentó un CdF menor, y un proceso de desgaste similar a la rueda y sin tanta acumulación de material en el borde, la máxima profundidad (v. Fig. 12c) (1,9 µm) es también superior a la de la rueda.
Test 3: segundo ensayo de fricción y desgaste
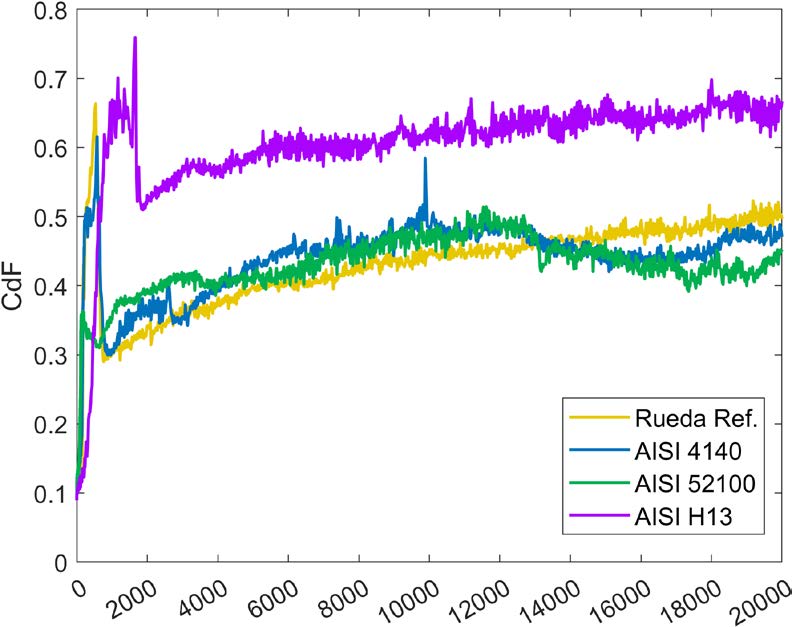
Este tercer ensayo corresponde a una ampliación de la búsqueda del material más adecuado para su uso en el reperfilado de ruedas ferroviarias. Debido al favorable resultado obtenido por el acero AISI 4140 en el anterior test, los nuevos materiales seleccionados fueron otros dos aceros de calidad AISI 52100 y AISI H13, y se analizó de nuevo su comportamiento ante fricción y desgaste. El CdF de este nuevo ensayo se muestra en la figura 14. A primera vista se observa que tanto la rueda como el AISI 4140 y AISI 52100 presentan un comportamiento muy similar, con un valor muy cercano a 0,4, un valor estándar que se espera encontrar en el típico contacto rueda-carril. Sin embargo, pueden distinguirse pequeñas diferencias entre estos tres materiales; mientras que la rueda muestra una tendencia al alza, el comportamiento de AISI 4140 y AISI 52100 puede dividirse en dos etapas: una primera etapa de crecimiento hasta los 1.200 ciclos, en la cual el CdF es ligeramente superior al de la rueda, y una segunda etapa hasta el final del ensayo en la que el CdF de ambos recubrimientos comienza un leve descenso hasta finalizar con un valor menor del de la rueda. Esta diferencia del valor último es aún mayor en el caso del AISI 52100. Además, pico de rodaje (run in peak), el característico máximo inicial de fricción antes de llegar a estabilizarse, es mucho menor en el AISI 52100, Este hecho es otro gran indicio de la excelente respuesta a fricción de este material. Por otro lado, en el caso del AISI H13, este pico es significativamente más alto y duradero, además de tener un CdF también mucho mayor que el resto durante todo el ensayo. Esto sugiere que este material muestra un gran mecanismo de adhesión, lo que es fácilmente traducible a un gran volumen de desgaste.
En resumen, los sobresalientes resultados obtenidos por AISI 4140 y AISI 52100 son un excelente indicio de la viabilidad del proceso de DED-LB para la aplicación del reperfilado de ruedas ferroviarias y sus requisitos de comportamiento a fricción.
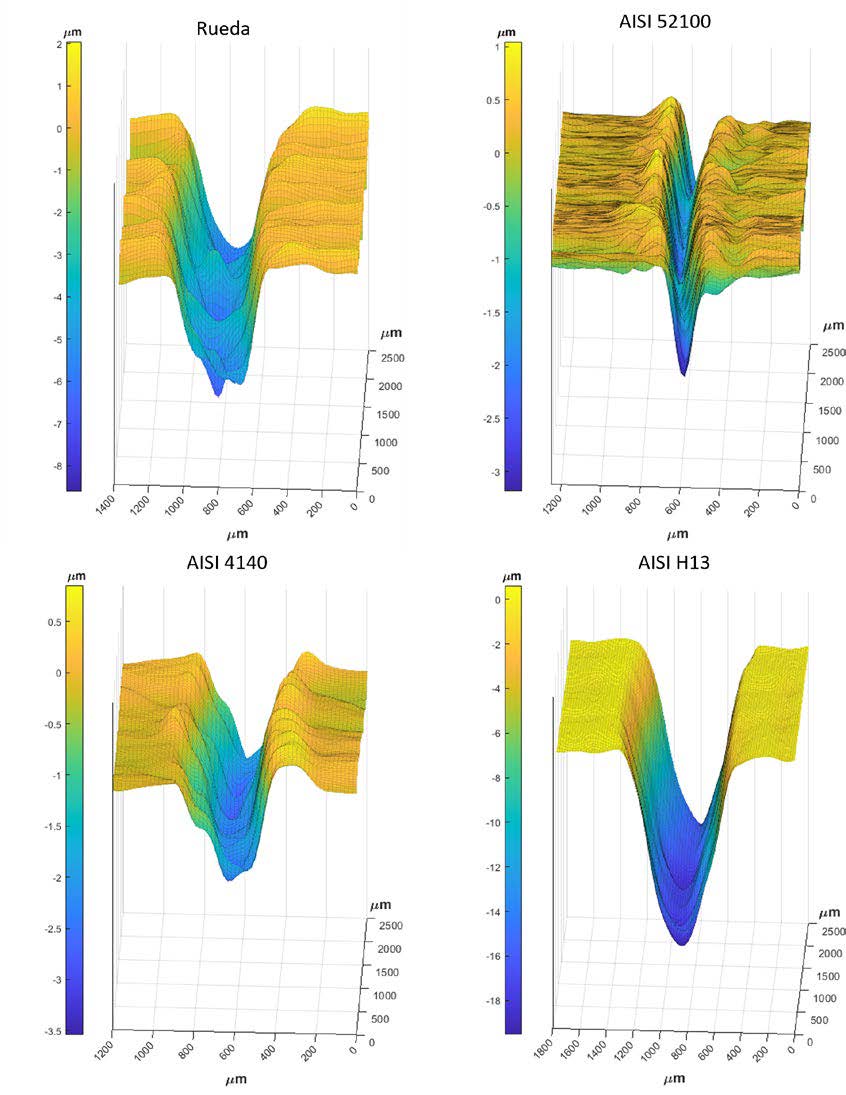
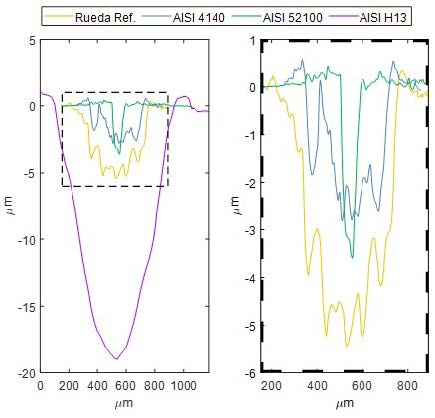
Las topografías y el perfil promedio transversal de los cuatro materiales se muestran, respectivamente, en la figuras 15 y 16. Bajo una primera observación es posible concluir lo anteriormente relatado, pues en el recubrimiento AISI H13 hay una gran cantidad de material eliminado y es visible un trazado de 800 µm de ancho y 20 µm de profundidad. Esta última es, aproximadamente, 4 veces la de la rueda. Por otro lado, el AISI 52100 presenta también un comportamiento irregular, con un perfil no demasiado profundo (3,5 µm), pero muy estrecho (100 µm). Esto puede deberse a una transferencia de material, el cual ha quedado adherido a la bola y actúa como un filo que genera una ranura en el material. Sin embargo, este efecto podría haber sido amplificado por las condiciones cerradas del laboratorio, y es improbable que se reproduzca en un contacto real rueda-carril en el que la posición del contacto es variable y hay grandes fuerzas de arrastre aerodinámicas. Finalmente, el contorno del AISI 4140 es prácticamente similar al de la rueda, lo que indica un mecanismo de desgaste análogo, pero con unas dimensiones, tanto en profundidad (2,5 µm) como en anchura (400 µm), considerablemente menores a las de la rueda, 5 µm y 600 µm, respectivamente. Estos resultados sugieren que el AISI 4140 no solamente puede igualar el comportamiento de la rueda, sino que puede mejorarlo considerablemente, lo cual lo convierte en el material más idóneo para uso en procesos de DED-LB en el reperfilado de ruedas ferroviaria y su requisito de poseer una gran resistencia al desgaste.
4. CONCLUSIONES
En este estudio se ha empleado el proceso DED-LB para estudiar la fabricación aditiva metálica como método de reperfilado de ruedas de ferrocarril. Para ello, fueron extraídos varios especímenes de la banda de rodadura de rueda de desgastada de grado ER9 y se realizaron recubrimientos superficiales con dos tipos de material. Dado que la rueda está sometida a altos requerimientos de desgaste, la resistencia al desgaste del material aportado debe ser evaluada, por lo que se realizaron ensayos tribológicos en un dispositivo de ball-on-disk. Aunque este escenario no se trata de un contacto de rodadura, puede reproducir eficazmente situaciones de contacto de raíl con pestaña, en el que se dan unas condiciones de contacto muy saturadas con elevados deslizamientos. Cabe destacar también que el entorno de los ensayos de laboratorio es diferente del real, pues no se tuvieron en cuenta las influencias que la humedad, la corrosión y terceras capas (arena, hojas, lubricación) pudieran tener en los resultados. Para las condiciones analizadas las principales conclusiones que pueden extraerse de este trabajo son las siguientes:
- Se ha demostrado que la fabricación aditiva metálica puede usarse como una técnica factible para la creación de recubrimientos superficiales sobre ruedas de ferrocarril. Todos los materiales utilizados en este estudio fueron depositados correctamente sobre la banda de rodadura, sin detectarse poros ni otros defectos que afecten a la integridad del enlace entre material aportado y sustrato.
- Al realizar recubrimientos sobre ruedas ferroviarias, es primordial que el material cumpla con las exigencias de dureza requeridas en la norma, para soportar los distintos requisitos mecánicos a los que se ven sometidas las ruedas durante su vida útil. Sin embargo, la unión entre material aportado y sustrato está influenciada por la ZAT. En este caso en concreto, a pesar de que el AISI 4140 mostraba un comportamiento superficial poco uniforme, con gran desviación, el posterior análisis interno ha demostrado que es mucho más homogéneo que aquellos con una desviación menor en la dureza superficial. Por ello, es imprescindible complementar dicha medición con análisis de microdureza en profundidad, que permiten caracterizar la distribución de dureza a lo largo del espesor del recubrimiento y en la ZAT. Esta información es clave para evaluar la integridad estructural, la resistencia al desgaste y la calidad de la unión metalúrgica entre el recubrimiento y el sustrato, por lo que es deseable que el espesor de la ZAT sea inferior al de la capa aportada para evitar no uniformidades en la dureza.
- Dado que las ruedas ferroviarias están sometidas a cargas variables, es esencial que tengan una gran resistencia a RCF. En la fabricación de las muestras de estudio se han conseguido desarrollar tensiones de compresión en los recubrimientos, lo que es un resultado excelente para combatir la propagación de grietas. Asimismo, se ha demostrado que el AISI 4140 posee una gran repetibilidad de generar tensiones residuales de compresión, lo que lo convierte en un material potencialmente adecuado para el reperfilado de ruedas ferroviarias. No obstante, es importante señalar que la difracción de neutrones es una técnica no destructiva sencilla y útil para medir el estado tensional en la superficie, mientras que, si se desea un análisis más completo, especialmente en todo el espesor del recubrimiento, se requiere una técnica más exhaustiva y destructiva.
- Los ensayos tribológicos realizados en este estudio concluyen que las piezas fabricadas con DED-LB pueden igualar eficazmente la respuesta de fricción de la rueda. En concreto, tanto el AISI 4140 como el AISI 52100 presentan un comportamiento muy similar al de la rueda, e incluso podrían superarlo.
- Por otro lado, también se ha concluido que el AISI 4140 puede replicar perfectamente el comportamiento de desgaste de la rueda, y puede mejorarlo, lo que se traduce en una reducción de la cantidad de material eliminado. Además, el AISI 52100 dio como resultado un área de desgaste más pequeña, pero irregular. Por ello, antes de poder confirmar su aptitud, es necesario realizar un estudio exhaustivo para comprender completamente su mecanismo de desgaste.
En general, se ha demostrado que el DED-LB podría utilizarse eficazmente como técnica viable para producir recubrimientos superficiales en ruedas ferroviarias, lo que resultaría especialmente interesante para aquellas en las que el desgaste este concentrado en la pestaña. Esto es así porque para restaurar el perfil completo de rodadura es necesario reducir notablemente el diámetro y, por tanto, eliminar una gran cantidad de material, con el consiguiente desperdicio económico, mientras que mediante esta nueva técnica se evitaría el desaprovechamiento de una cantidad considerable de material durante el torneado. En concreto, el AISI 4140 ha sido seleccionado como el candidato óptimo debido a su combinación superior de todas las características. Además, la asequibilidad de este material desempeñaría un papel fundamental para reducir los gastos de mantenimiento y aumentar la eficiencia del funcionamiento ferroviario. Aunque este estudio es aún muy preliminar, debido a las elevadas solicitaciones que soportan las ruedas de ferrocarril en servicio, constituye un paso inicial antes de que esta técnica pueda ser implementada en la industria. No obstante, es necesaria una mayor investigación sobre el uso de la fabricación aditiva en el reperfilado del perfil de rodadura completo, y el proceso de desgaste por rodadura, antes de que las ruedas reperfiadas mediante esta técnica puedan operar en la vía en condiciones reales.
AGRADECIMIENTOS
Los autores agradecen el apoyo financiero de Horizon Europe: Europe´s Rail Joint Undertaking Academics4Rail [101121842], del Gobierno Vasco [IT1764-22, KK-2023/00029], y del Ministerio de Ciencias y Universidades MICINN, Ministerio de Economía, Comercio y Empresa MINECO y MCI/AEI [PID2019-109483RB-I00], incluyendo la financiación del Fondo Europeo de Desarrollo Regional (FEDER). No obstante, los puntos de vista y opiniones expresados son responsabilidad exclusiva de los autores y no reflejan necesariamente los de la Unión Europea ni de Europe’s Rail Joint Undertaking. Ni la Unión Europea ni la autoridad otorgante pueden considerarse responsables de estas. Los autores también agradecen el servicio técnico y humano de los SGIker (UPV/EHU/ FEDER, EU).
REFERENCIAS
Åhrén, T., Waara, P., & Larsson Kråik, P. O. (2003). Technical and economic evaluation of maintenance for rail and wheels on Malmbanan. En Implementation of heavy haul technology for network efficiency: Proceedings of the International Heavy Haul Conference (pp. 5.81- 5.86). International Heavy Haul Association.
ASTM G99 17. (2017). Standard Test Method for Wear Testing with a Pin on Disk Apparatus. ASTM International.
Chen, W., Xu, L., Han, Y., Zhao, L., & Jing, H. (2021). Control of residual stress in metal additive manufacturing by low temperature solid state phase transformation: An experimental and numerical study. Additive Manufacturing, 42, 102016.
DebRoy, T., et. al. (2018). Additive manufacturing of metallic components – Process, structure and properties. Progress in Materials Science, 92.
Ding, H., et al. (2022). Effect of laser claddings of Fe based alloy powder with different concentrations of WS2 on the mechanical and tribological properties of railway wheel. Wear, 488-489, 204174.
Duan, S., Ren, W., Lei, W., & Wang, Y. (2023). Study on the microstructure and properties of rail cladding layer after laser quenching. Journal of Manufacturing Processes, 108, 180-193.
Fasihi, P., Abrahams, R., Mutton, P., & Yan, W. (2021). Tribological properties of a new alloy laser cladded on hypereutectoid rails. Journal of Tribology, 143(5).
Fasihi, P., et al. (2022). Tribological properties of laser cladded alloys for repair of rail components. Materials, 15(21).
Fu, Z. K., et. al. (2015). Investigation on microstructure and wear characteristic of laser cladding Fe based alloy on wheel/rail materials. Wear, 330-331, 592-599.
Glascott, J., Stott, F. H., & Wood, G. C. (1985). The effectiveness of oxides in reducing sliding wear of alloys. Oxidation of Metals, 24(3), 99-114.
Guo, H. M., et. al. (2015). Investigation on wear and damage performance of laser cladding Co based alloy on single wheel or rail material. Wear, 328, 329, 329-337.
Harrison, H. (2020). Producing and measuring the 3rd body layer. En Proceedings of the 2020 Joint Rail Conference. Joint Rail Conference.
Hernandez Martinez, J., Santamaria, J., Arrizubieta, J. I., & Correa, N. (2025). Experimental evaluation of novel alloy powders for extending service life of railway wheels worn by use. Wear, 205945.
Kendall, O., Fasihi, P., Abrahams, R., & Paradowska, A. (2022). Application of a new alloy and post processing procedures for laser cladding repairs on hypereutectoid rail components. Materials, 15(15).
Kuzucu, V., Aksoy, M., & Korkut, M. H. (1998). The effect of strong carbide forming elements such as Mo, Ti, V and Nb on the microstructure of ferritic stainless steel. Journal of Materials Processing Technology, 82.
Lewis, S. R., & Fletcher, D. I. (2015). Assessment of laser cladding as an option for repairing/enhancing rails. Wear, 330, 331, 581-591.
Lewis, S. R., et al. (2016). Improving rail wear and RCF performance using laser cladding. Wear, 366, 367, 268-278.
Li, N., et. al. (2024). Microstructure and wear behaviors of 17 4 PH stainless steel fabricated by laser cladding with post laser shock peening treatment. Wear, 538, 539, 205207.
Lu, P., et. al. (2019). Laser cladding of rail: The effects of depositing material on lower rail grades. Wear, 438-439, 203045.
Meng, L., Zhu, B., Hu, Q., Zeng, X., & Wang, D. (2021). Laser induction hybrid cladding of different coatings on rail surface: Microstructure, wear properties and contact fatigue behaviors. Applied Surface Science, 566, 150678.
Narayanan, A., Mostafavi, M., Pirling, T., & Kabra, S. (2019). Residual stress in laser cladded rail. Tribology International, 140, 105844.
Nellian, A. S., & Pang, J. H. L. (2023). Laser metal deposition characterization study of metal additive manufacturing repair of rail steel specimens. Virtual and Physical Prototyping, 18(1), e2134042.
Nellian, A. S., et. al. (2018). Microstructure and wear performance assessment of laser cladded rail steel for service life extension at sharp radius curves. En 2018 International Conference on Intelligent Rail Transportation (ICIRT) (pp. 1-5).
Ofner, N., et al. (2025). In$uence of increasing chromium content on additively manufactured tool steels: Microstructural and mechanical evolution before and after heat treatment. Journal of Materials Research and Technology, 34.
Ostolaza, M., et. al. (2024). High temperature tribological performance of functionally graded Stellite 6/WC metal matrix composite coatings manufactured by laser directed energy deposition. Friction, 12(3), 522-538.
Pereira, H. B., et. al. (2024). In$uence of HAZ microstructure on RCF under twin disc test of a $ash butt welded rail. Wear, 546-547, 205324.
Poshtahani, A. G., Roostaie, S., & Azadi, M. (2023). Plasma nitriding effect on tribological and corrosion properties of Stellite 6 and 12 PTA weld clad hardfaced on stainless steel 410. Results in Surfaces and Interfaces, 11, 100108.
Rahman Rashid, R. A., Nazari, K. A., Barr, C., & Palanisamy, S. (2019). Effect of laser reheat post treatment on the microstructural characteristics of laser cladded ultra high strength steel. Surface and Coatings Technology, 372, 93-102.
Rowe, W. B. (2009). Mechanics of abrasion. En Principles of Modern Grinding Technology (pp. 341-363).
Saenarjhan, N., Kang, J. H., & Kim, S. J. (2019). Effects of carbon and nitrogen on austenite stability and tensile deformation behavior of 15Cr 15Mn 4Ni based austenitic stainless steels. Materials Science and Engineering A, 742.
Shen, M., Mei, L., Gong, F., Li, C., & Li, Q. (2024). Damage behaviour of rail $ash butt welding joints under controlled impact kinetic energy. Wear, 552-553, 205435.
Suh, J., et. al. (2024). Control of the grain structure and wear behavior of a Y2 O3 nanoparticle dispersed Stellite 6 alloy fabricated by laser directed energy deposition. Journal of Alloys and Compounds, 1002, 175326.
Tomlinson, K., Fletcher, D. I., & Lewis, R. (2023). Evaluation of laser cladding as an in situ repair method on rail steel. Tribology International, 180, 108210.
UNE EN 12299:2010. (2010). Railway applications – Ride comfort for passengers – Measurement and evaluation. European Standard.
UNE EN 13262. (2021). Railway applications – Wheelsets and bogies – Wheels – Product requirements. European Standard.
UNE EN ISO 3095:2013. (2013). Railway applications – Acoustics – Measurement of noise emitted by railbound vehicles. International Organization for Standardization.
UNE EN ISO 13715:2021. (2021). Railway applications – Wheelsets and bogies – Wheels – Tread pro!le. International Organization for Standardization.
Urresti, A., Murua, O., Arrizubieta, J. I., & Lamikiz, A. (2024). In situ monitoring of the DED LB process for defect detection. Procedia CIRP, 124, 314-317.
Vafadar, A., Guzzomi, F., Rassau, A., & Hayward, K. (2021). Advances in metal additive manufacturing: A review of common processes, industrial applications, and current challenges. Applied Sciences, 11(3).
Vasi , G., & Franklin, F. J. (2011). Plastic deformation and crack initiation in hard pearlitic rail steels. En IoM3 Conference on 20th Century Rail. York, United Kingdom.
Wang, W. J., et. al. (2016). The role of lanthanum oxide on wear and contact fatigue damage resistance of laser cladding Fe based alloy coating under oil lubrication condition. Tribology International, 94, 470-478.
Wang, W. J, et. al. (2014). Effect of laser cladding on wear and damage behaviors of heavy haul wheel/rail materials. Wear, 311(1-2), 130-136.
Wang, W. J., et. al. (2016). Investigation on wear resistance and fatigue damage of laser cladding coating on wheel and rail materials under the oil lubrication condition. Tribology Transactions, 59(5), 810-817.
Wright, R. N. (2011). Relevant aspects of carbon and low alloy steel metallurgy. En Wire Technology (pp. 199-228).
Xiao, Q., et al. (2023). High temperature tribological properties of coatings repaired by laser additive manufacturing on railway wheel tread damage. Wear, 520, 521, 204674.
Xie, T., et al. (2021). Investigation on the rolling contact fatigue behaviors of different laser cladding materials on the damaged rail. Journal of Tribology, 143(5).
Yildirimli, K., Tomlinson, et. al. (2022). Small scale testing of rail laser cladding longevity, parameter tolerance and in situ repairs in preparation for field implementation. En 12th International Conference on Contact Mechanics and Wear of Rail/Wheel Systems. Melbourne, Australia.
Zhang, B., He, B., & Wang, H. (2022). Microstructural investigation and mechanical performance of laser cladding repaired bainite steel with AerMet100 steel. Surface and Coatings Technology, 440, 128498.
Zhu, Y., et. al. (2019). Study on wear and RCF performance of repaired damage railway wheels: Assessing laser cladding to repair local defects on wheels. Wear, 430, 431, 126-136.