
Sistemas de anclaje y sujeción en revestimientos refractarios
Los anclajes cerámicos y metálicos ofrecen distintas posibilidades para la correcta sujeción de las diferentes secciones refractadas en una instalación
El anclaje es un elemento necesario para la correcta sujeción de las diferentes secciones refractadas en una instalación, principalmente cuando hablamos de hormigón. Los anclajes pueden ser metálicos o cerámicos, entendiendo por cerámicos aquellos anclajes conformados por materiales refractarios de carácter cerámico. Existen anclajes de muy diversos tipos y formas, como iremos viendo más adelante.
Como idea general, diremos que el anclaje metálico se emplea para hormigones vertidos y gunitados, y el anclaje cerámico para materiales plásticos. Asimismo, el anclaje metálico se emplea para temperaturas de funcionamiento inferiores a 1.200 ºC, y el cerámico para temperaturas superiores. Esto, dicho como regla general, ya que también se emplean anclajes metálicos con masas plásticas y viceversa, aunque en ambos casos se deben tomar precauciones.
Anclajes metálicos
Los anclajes metálicos presentan una infinidad de formas según el uso que se les quiera dar, así como el fabricante que los manufactura. Se fabrican a partir de pletina o varilla de acero y en algunos casos de fundición. Pueden tener diferente sección/anchura en el caso de la pletina, y distinto diámetro en el caso de la varilla.
Las formas más generales de los anclajes formados por pletinas o varillas son la V y la Y. El anclaje se suelda a la coraza metálica de la instalación a revestir, y posteriormente se vierte el hormigón o se gunita el mismo.
El cálculo del tamaño del anclaje viene dado por la ingeniería diseñadora del revestimiento refractario, ya que los anclajes deben ser capaces de aguantar, entre otros facto-res, el peso del revestimiento refractario. Las puntas del anclaje deben quedar embebidas unos 25 mm por debajo de la superficie del revestimiento refractario.
Conviene apuntar que debemos acostumbrarnos a utilizar la terminología correcta de anclaje, cesando en las denominaciones tantas veces oídas de “zarpas”, “patas de cabra”, “garras”, etc.
Forma de los anclajes metálicos
Como ya se ha indicado, existe una enorme diversidad. Los más empleados habitual-mente son los siguientes:
Tipo V y CV
Este tipo de anclaje es usado para revestimientos monocapa de hormigón. La V puede tener diferentes longitudes, que dependerán del espesor del revestimiento refractario. El diámetro de la varilla será proporcional a la longitud del anclaje. La V puede presentar ondulaciones y una de sus partes puede estar revirada con respecto al eje de simetría, de tal forma que se consigue un mejor agarre del hormigón. Se encargan indicando longitud, ángulo y diámetro de la varilla.
Tipo V estirada
Es una variante del anterior. Es un anclaje de reducido tamaño cuyas patas se sitúan en planos diferentes. Se emplean habitualmente en calderas, de tal forma que, soldando el anclaje en las aletas de los tubos, los extremos cubren los mismos.
Tipo Y
Se emplea para revestimientos bicapa: de hormigón cuando tenemos una capa de hormigón aislante y otra de denso, o también de un aislante en forma diferente al hormigón, como silicato/fibra y una capa de material denso a base de hormigón.
La zona vertical del anclaje puede ser de sección redonda o rectangular, aunque son más comunes las de este último tipo. Se fabrican mediante soldadura de una V a una varilla, ambas de sección circular, o bien por cizallamiento de varilla o pletina, siendo este último el sistema más común. Una vez realizada la ranura, se procede a abrir las patas hasta el ángulo prefijado. Se encargan indicando longitud, sección y anchura.
Tipo 2 cuerpos
Este tipo de anclaje se emplea para revestimientos bicapa de hormigón cuando se instalan por vertido. La diferencia con el anterior es que aquél sólo sirve para gunitar la primera capa y verter la segunda mientras que el tipo 2 cuerpos se emplea en los casos, bastante escasos, en los que el revestimiento de las dos capas se instala por vertido. El anclaje se suministra en dos secciones. Por una parte, la sección vertical con un extremo roscado. Por otra, la V con su extremo también roscado. Una vez vertida la primera capa, se procede a desencofrar y se rosca la segunda, de forma que se permita el encofrado de la segunda capa. Con anclajes de los dos tipos anteriores no habría manera de efectuar el segundo encofrado de una forma mínimamente correcta desde el punto de vista técnico. El sobrecosto, asimismo, sería muy elevado.
Stud
Se denomina también espárrago. Como tienen forma de pitón, también se les conoce como pitones. Se emplean en revestimientos de hormigón monocapa, cuando es necesario colocar grandes cantidades de anclajes, por ejemplo en las paredes tubulares de las calderas en las cuales se colocan miles de unidades. Son de reducido tamaño, tanto en longitud como en diámetro. Normalmente se sueldan mediante máquina Nelson.
Anclajes para fibra cerámica
Existen de muy diversos tipos, ya sean para sujeción de revestimientos de fibra cerámica instalados en forma de manta o también para la sujeción de módulos. Dentro de los primeros, los más importantes son los de tipo cremallera o arpón, formados por una pletina con dientes troquelados, a la cual se sujeta la arandela o la caperuza (cup-look) que sujeta la fibra cerámica y los de tipo rosca, formados por un vástago roscado al cual se roscan las pletinas que sujetan la manta.
Otros sistemas metálicos de sujeción
Además de los anclajes citados existen otros sistemas de sujeción que se describen a continuación:
Malla
La malla es un sistema de anclaje económico empleado generalmente en reparaciones que presentan poca responsabilidad. Normalmente es de acero 18/8, siendo los espacios de forma aproximadamente hexagonal. La malla metálica se sujeta por soldadura o cualquier otro procedimiento, a varios anclajes soldados previamente a la coraza de la instalación y a una distancia predeterminada de la misma, sirviendo como amarre del hormigón. Habitualmente el refractario se instala por gunitado o zarpeado.
Presenta el gran inconveniente de que el hormigón tiende a separarse en dos lajas en la malla como consecuencia de la dilatación. La malla actúa como un cuchillo, cortando el hormigón. Por otra parte, la terminación no es fina, ya que la malla tiende a doblarse, especialmente cuanto más delgada es. En el caso de mallas formadas por alambre de mena gruesa, el doblado suele ser difícil.
Malla hexagonal Ex-mesh
Consiste en una malla de unos 25 mm de altura formada por hexágonos. Esta malla se suelda a la coraza y sobre ella se instala el material, apisonándolo en los hexágonos. De esta forma el material queda perfectamente colocado y el desgaste, cuando se produce, es uniforme. Este tipo de sujeción es extremadamente caro, y se emplea casi exclusivamente en la industria petroquímica, en la que se requiere alta calidad y seguridad por encima de cualquier otra consideración.
Permite un desgaste continuado, uniforme y homogéneo, tanto del material como del sistema de sujeción.
Soldadura de los anclajes
Como ya se ha dicho, el anclaje metálico se coloca en posición mediante soldadura eléctrica o pistola para soldadura de anclajes. Para la soldadura eléctrica, los electrodos deben elegirse de acuerdo con la calidad del anclaje y la coraza. Los puntos de soldadura deben estar limpios, desengrasados y libres de óxido. Se debe poner mucha atención a la intensidad y tiempo de soldadura, a fin de no perforar la coraza en aquellos casos en los que ésta no es de mucho grosor.
Preparación del anclaje
El anclaje está embebido en el interior de un medio refractario que, en general, es hormigón. Ahora bien, el coeficiente de dilatación lineal del revestimiento refractario es muy diferente al del acero. A las temperaturas a las que trabaja el revestimiento, dilata mucho más el metal que el hormigón. Por lo tanto, es necesario dejar un espacio entre anclaje y hormigón para la correcta dilatación del anclaje. En caso contrario se producirían grietas en el revestimiento.
Esto se consigue de dos formas. La primera, mediante la aplicación de pintura bituminosa con la cual se aumenta el espesor, en el sentido de la anchura del anclaje. Dicha pintura se quema y desaparece con la temperatura y queda por lo tanto un espacio que puede llenar el metal al dilatarse.
En sentido longitudinal, el espacio necesario se consigue encintando los anclajes en sus puntas mediante cinta aislante. Dicha cinta desaparece asimismo a alta temperatura, permitiendo el movimiento del metal en sentido longitudinal. Lógicamente en este sentido el movimiento es mayor.
Soldadura de studs
Normalmente los studs se sueldan en grandes cantidades. En instalaciones de cierta envergadura podemos hablar incluso de decenas de miles. La norma que lo regula es la DIN 1910. Con este sistema se puede soldar de forma manual, semiautomática o totalmente automática. El método presenta las siguientes ventajas:
– Rapidez y economía
– Transferencia de calor totalmente controlada
– Precisión
– Estandarización del proceso.
En el sistema manual el proceso es el siguiente: se introduce en la pistola de soldadura el stud junto con el casquillo cerámico. Tras la ignición, la pistola levanta el stud de 2 a 5 mm sobre la superficie a soldar. El arco salta en dicho instante y funde la superficie del stud y del punto donde debe soldarse. Tras el tiempo pre-establecido de fusión, la corriente se corta. La zona de fusión viene delimitada por el casquillo cerámico. Cada casquillo sólo puede emplearse una vez y debe retirarse una vez soldado el stud. Con este método se pueden soldar studs de un diámetro comprendido entre 2 y 25 mm.
Estos pueden ser de sección redonda, cuadrada, oval y de diferente longitud, aunque en cualquier caso, la boquilla de la pistola debe ser modificada según el tipo y longitud. Cada cierto número de soldaduras es necesario cambiar la boquilla de bronce de la pistola.
Con este sistema, la zona a soldar debe estar aún más limpia que con el de la soldadura eléctrica. Para ello, normalmente se emplea un cepillo eléctrico.
Asimismo se debe realizar una comprobación exhaustiva de la calidad del cordón de soldadura. Las inspecciones serán las siguientes:
– Inspección visual
– Prueba del punto de soldadura
– Prueba de impacto.
Inspección visual
El supervisor de obra se encargará de realizar de forma continuada una inspección visual de los studs soldados. De esta forma se controlará no sólo la corrección de la soldadura en cuanto a distancias, etc., sino la del propio cordón de soldadura. Sin embargo, visualmente no se puede evaluar correctamente la calidad de soldadura, por lo que se habrá de emplear otras dos pruebas.
Prueba del punto de soldadura
Se sueldan varios grupos de cinco studs. Se corta cada uno de ellos con una sierra 1/10 del diámetro del stud. Una vez realizada esta operación, se golpea el stud con un martillo, del tal forma que se produzca una fractura en el punto de soldadura. Se observa entonces la fractura y se analizan defectos, poros, burbujas, etc. La superficie de la fractura no debe contener defectos en una superficie con un diámetro > 3/20 del diámetro del stud. En cualquier caso, no es admisible una existencia mayor de 10 poros.
Prueba de impacto
Se sueldan cinco studs y se golpean con un martillo hasta que se doblen 60º sobre la vertical. La soldadura se da como buena si al llegar a 60º no se aprecian fracturas en ella. Si la fractura aparece en el stud o bien en la coraza, el ensayo se debe repetir. Si se produce en la zona de soldadura, entonces se analizará de la misma forma que en el ensayo anterior.
Para studs soldados, ya en posición, existe la posibilidad de probar una muestra representativa de los mismos mediante una llave dinamométrica.
Por último, señalar que aquellos studs que se encuentren dañados o mal soldados, deben ser extraídos y sustituidos. Existe para ello una máquina especial. El punto de soldadura deberá ser perfectamente pulido, antes de proceder a una nueva soldadura.
Materiales para anclajes metálicos
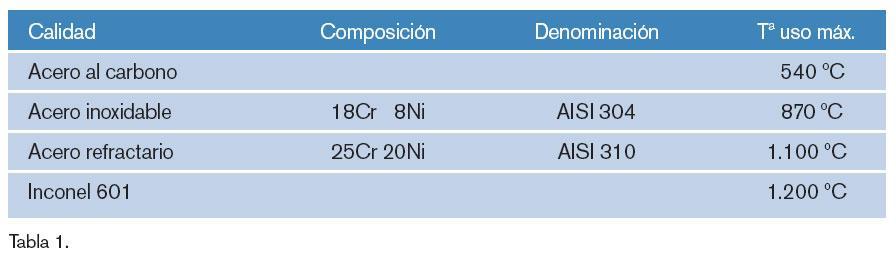
Se emplean básicamente cuatro tipos de materiales metálicos (tabla 1).
De todos ellos, los más empleados son los de acero inoxidable y acero refractario. También se utilizan anclajes de fundición, pero más bien tienen su uso restringido al de sujetamuros. En cuanto a los anclajes de la aleación Inconel, su elevado precio no suele compensar la pequeña diferencia de mejor prestación.
Ataques al metal
En un horno en funcionamiento, existen una serie de componentes que, en solitario o en conjunto, atacan con el paso del tiempo al metal del anclaje (temperatura, atmósfera, etc.). Un fenómeno, no poco importante, es la oxidación que se agrava con el funcionamiento a temperaturas elevadas.
Cuando comienzan las condiciones de oxidación de un metal, el ataque se localiza en determinados puntos, como bordes, esquinas, zonas rugosas, etc. La oxidación, además de la destrucción del metal, produce que la zona atacada aumente su espesor. Esto puede dar lugar a daños adicionales en la zona del hormigón en la que se ancla el metal, independientemente de la propia destrucción del metal.
Es por ello que se emplean aceros aleados con cromo formado en atmósfera oxidante, Cr2O3, que funciona como película protectora. También son válidas otras películas protectoras, como Al2O3 y SiO2.
Reacciones del acero con diversos contaminantes
– Azufre y compuesto del azufre
En general, son ataques de gases como SO2, SO3, H2S, vapores de azufre. Producen reacciones gas/sólido. También pueden resultar ácidos como H2SO3, H2SO4 y H2S2O7, que producen abrasión e incluso perforación del metal.
– Cloruros y compuestos de cloruros
Los ataques de cloruros gaseosos Cl2 producen una reacción sólido/gas con unión de cloruros a los elementos de la aleación por encima de los 250 ºC.
El ácido clorhídrico puede perforar o incluso disolver totalmente el metal.
– Pentóxido de vanadio
Este producto produce abrasión y corrosión localizada.
Otros compuestos químicos que también producen corrosión en los aceros son:
– Compuestos de fluoruros
– Hidróxidos alcalinos
– Compuestos de carbonos
– Vapor de agua, hidrógeno, nitrógeno y compuestos del nitrógeno.
Anclajes en conformados
Los anclajes conformados pueden servir para dos fines. El primero de ellos es servir como sujeción en las mal denominadas “bóvedas planas”. Este tipo de techo, plano, sustituye en muchos casos, y con ventaja, a las tradicionales bóvedas. En estos techos, un extremo del anclaje sujeta una pieza de forma que, a su vez, amarra las piezas adyacentes. El otro extremo del anclaje se engancha en una viguetilla.
Otro de los usos del anclaje en conformados es servir como “sujetamuros”. Estos anclajes sirven para sujetar las paredes verticales de mampostería. Cuando se conforma una pared de ladrillería, lo que hacemos es unir ladrillos entre sí. Pero, al revés de lo que ocurre en una pared de hormigón que viene sujeta por sus anclajes a la coraza, la mampostería no se sujeta por sí sola, por lo que es necesario disponer de un sistema que la ancle a la coraza. A este tipo de anclaje se le conoce como anclaje sujetamuros.
El sistema consta de tres partes:
– Anclaje metálico
– Sistema de amarre-soporte
– Ladrillo sujetamuros.
Hay varios tipos de anclajes metálicos. El más común y sencillo es la varilla U. Un extremo de la varilla U se coloca en el amarre soporte, y el otro extremo en el ladrillo sujetamuros. Se debe tener en cuenta que ambos extremos deben tener total movilidad ya que la pared sufre, en todo su conjunto, dilataciones. Es decir, en ningún momento la varilla debe estar soldada.
El sistema de amarre soporte consiste en un pequeño soporte triangular, o similar tipo de escuadra soldada a la chapa y que admite en su interior uno de los extremos de U. El ladrillo sujetamuros dispone de una ranura longitudinal en parte de su longitud y un orificio en el cual se introduce el otro extremo de la U.
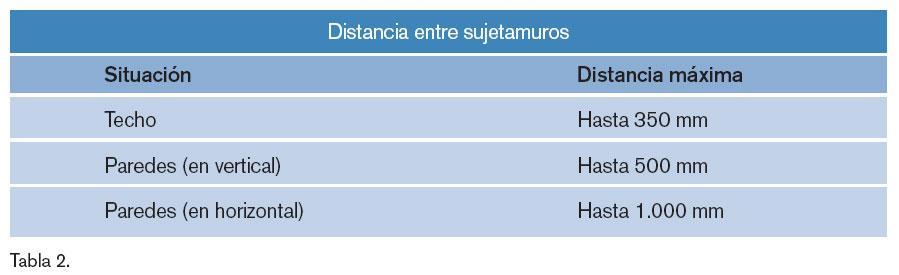
No existe ninguna normalización sobre la cantidad de anclajes que deben colocarse por metro lineal en una instalación, sino solamente la práctica y la experiencia. Lo que sí es cierto es que las distancias no deben ser las mismas en techos o en paredes. Ver la tabla 2, basada en la experiencia.
Anclajes cerámicos
Para temperaturas superiores a 1.200 ºC no se emplean anclajes metálicos, ya que no soportarían las altas temperaturas. En su lugar se emplean anclajes cerámicos, llamados también “muñecos”.
El anclaje cerámico básico consta de dos piezas:
– Abrazaderas metálicas
– Cuerpo cerámico.
Las abrazaderas metálicas son el sistema de sujeción del cuerpo cerámico a la viguetilla correspondiente. Existen diferentes sistemas según cada fabricante, pero todos se basan en el sistema de abrazadera.
El cuerpo cerámico consiste en un bloque de material refractario sílico-aluminoso, ya cocido y que en definitiva se comporta como un ladrillo. Evidentemente el muñeco tiene un mayor o menor porcentaje de alúmina dependiendo de la requisición de temperatura. Este bloque tiene unas ranuras en sus cuatro caras que sirven para el correcto amarre del hormigón.
El anclaje cerámico se emplea para la sujeción de hormigones vertidos y más comúnmente, de hormigones plásticos. En el caso de emplearse para la sujeción de hormigones vertidos, se debe tener la precaución de colocarlos previamente parafinados o bien envueltos con una manta delgada de fibra cerámica, ya que la diferencia de dilataciones los rompe y como consecuencia el refractario se caería.
Anclajes en monolíticos
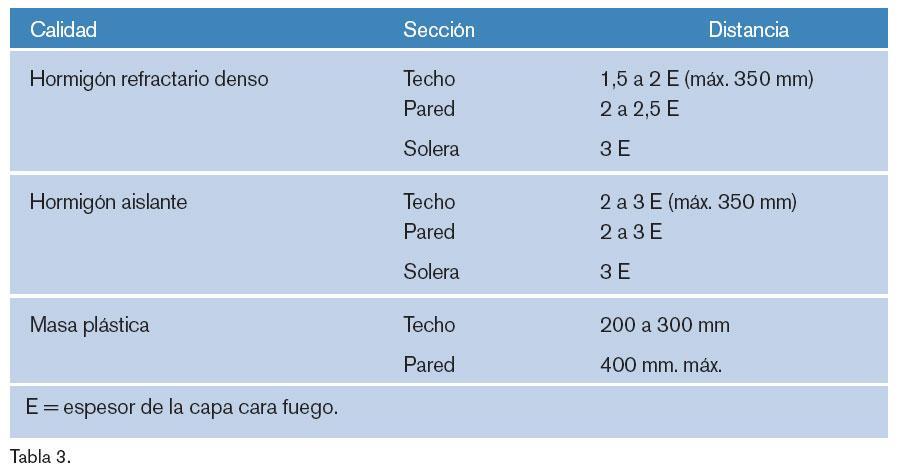
Como ya se ha indicado, dependiendo de las dimensiones de la zona en cuestión, las secciones hormigonadas se mantienen en posición mediante anclajes metálicos. Al igual que con conformados, no existe ninguna normalización al respecto sino sólo la experiencia. Ver como ejemplo la tabla 3.
Ménsulas
También denominadas consolas. En instalaciones de cierto tamaño, el revestimiento refractario puede alcanzar magnitudes de peso muy considerables. Se impone, por lo tanto, colocar un sistema metálico, repartido en tramos a diferentes alturas, de forma que se repartan las car-gas en él. También se emplean para independizar las bóvedas de los hornos de las paredes, de tal forma que cuando se desee, se puedan reparar éstas sin tocar la bóveda del mismo.
En general las ménsulas no suelen ser corridas sino que la chapa que las conforma se corta a determinada distancia a fin de evitar que se doble.