
Mejora de los métodos de trabajo en la fundición escultórica con modelos de poliestireno expandido
Habrán sido innumerables los intentos para lograr mayor eficacia, sencillez y mejor rentabilidad en el proceso de reproducir en metal un modelo con un molde que aporte las máximas garantías. La novedad de esta investigación reside, no sólo en el tratamiento del molde, «la cascarilla cerámica», (sólo utilizada hasta ahora sobre modelos de cera), sino también en el material del modelo, «el poliestireno expandido». A ellos se unen el material que garantizará la rentabilidad del proceso y los resultados, «la pintura refractaria».
La incorporación del poliestireno nos permite hacernos partícipes de las nuevas técnicas y productos de la industria actual, además de la mejora en el procedimiento, al no requerir la evacuación del modelo ni por extracción mecánica ni por horneo, porque éste se volatiliza en el momento de la colada, lo que supone un gran aporte técnico al campo del conocimiento, por ejemplo, nuevas vías expresivas y simplificación del método.
También, el molde de cascarilla cerámica añade una alta calidad de registro y reproducción superficial, situándola entre las técnicas de fundición de precisión (microfusión). La gran ventaja de este tipo de molde es la posibilidad de manipular la pieza durante todo el proceso, por su aplicación por capas y poco peso, comparado con los tradicionales métodos de moldeo.
Finalmente, el empleo de pinturas refractarias va a facilitar la separación entre el modelo y el molde, así como aumentar el registro superficial en la pieza resultante.
Introducción
Desde que surgiera la fundición hace miles de años, ha sido constante el interés del hombre por la búsqueda de nuevos métodos de trabajo que por su simplificación procesual, adaptación al desarrollo tecnológico histórico, la aportación de nuevos materiales y, sobre todo, la calidad en el resultado de las piezas, en nuestro caso escultóricas, supusiera un avance en este campo.
La historia del hombre ha ido inevitablemente ligada a la técnica. Desde su origen ha utilizado los elementos disponibles a su alrededor, dotándolos de una efectividad, para su desarrollo y supervivencia, como ha sido el caso de los metales (figura 1).
El proceso a la cera perdida fue la técnica primitiva por excelencia, que ha ido desarrollándose a lo largo de la historia artística e industrial, hasta la era contemporánea. Ha sido necesario pensar en aquellos primeros pasos que dio el hombre para entender el desarrollo y aportación que la fundición contemporánea hace al proceso a la cera perdida (figura 2).
El desarrollo de nuevas técnicas y materiales como alternativas, surge de un avance tecnológico evidente, sin que ello deba suponer un olvido del reconocimiento de las técnicas heredadas, algunas de las cuales tienen plena vigencia.
Nuestro trabajo de investigación desarrolla una alternativa a esas técnicas, utilizando la fundición con modelos de poliestireno y moldeo en cascarilla, desarrollada y materializada por las posibilidades técnicas y procesuales que aportan calidad e inmediatez respecto a esos procesos tradicionales.
La industria de los últimos siglos desa rrolla una metalurgia activa, con la incorporación de nuevos productos que mejoran tanto los sistemas de producción como los resultados. El arte, adaptándose a la demanda actual y haciéndose eco de la industria moderna, amplía el campo de actuación del artista actual.
Nuestra tarea, pues, es ofrecer las claves de dos materiales relativamente nuevos, el poliestireno y la pintura refractaria que, apoyándose en la fundición tradicional, se unen en un mismo método de moldeo con historia como es la cascarilla cerámica, que igualmente se moderniza con las nuevas arenas silíceas y aglutinantes, resultado de ese desarrollo industrial.
Los materiales y métodos que utilizamos en nuestra propuesta son los siguientes:
El poliestireno expandido, un material de carácter efímero, termoplástico y con escasa historia artística, lo incorporamos al ámbito de la fundición artística desde sus inicios como modelo de fundición, con la patente presentada por H.F. Shroyer en 1958 en el Instituto Tecnológico de Massachusetts.
Es un material termoplástico que en nuestro ámbito tiene el carácter de efímero y sin ninguna trascendencia artística.
La cascarilla cerámica, un método alternativo que se adapta a los nuevos materiales de moldeo y la tecnología actual, simplificando y mejorando el proceso de fundición.
Y la pintura refractaria que se aplica en la industria sobre moldes de fundición. Pero nosotros la proponemos directamente sobre los modelos de poliestireno expandido, actuando de barrera física y química.
Metodología
Origen de los métodos de trabajo
Estos nuevos procesos tienen su punto de arranque en los inicios de la metalurgia: la técnica de fundición a la cera perdida y los primeros moldes de fundición por revestimiento cerámico. Surge un nuevo material de moldeo alternativo de la cera, como es un plástico, el poliestireno. Y aquel revestimiento cerámico antiguo a base de tierras naturales se presenta hoy atendiendo a las nuevas arenas de sílice.
El método que proponemos consiste en hacer operativos estos sistemas tradicionales, adaptándolos a los nuevos materiales. Por lo tanto:
1. Utilizamos como modelo el poliestireno expandido.
2. Hacemos compatible la cascarilla cerámica con la pintura refractaria aplicada al modelo de poliestireno.
3. Integramos al modelo de poliestireno otros materiales que forman parte de la obra final.
Materiales nuevos: antecedentes
El poliestireno expandido
Su origen lo encontramos hace 3.000 años AC en una sustancia que los egipcios utilizaban para embalsamar los cadáveres y preservarlos en el más allá: la resina de un árbol oriental, el ámbar líquido.
Posteriormente, en 1870 científicos ingleses destilarán la resina de ámbar líquido para obtener finalmente Styrax, un fluido del que años después científicos franceses consiguieron aislar la molécula de estireno, antecedente directo del PE.
En 1925 varios químicos alemanes logran ensamblar moléculas de estireno en un proceso que llamaron polimerización y al polímero resultante se llamó poliestireno (figura 3).

El doctor Stastny realiza la primera expansión de PE estableciendo las bases de la nueva industria.
Durante estos primeros años se sometió a pruebas y verificaciones comprobando las propiedades del material. Pero no es hasta la II Guerra Mundial cuando aparece el interés por los plásticos, promovido por numerosas investigaciones de empresas americanas, presentándose como un material aislante de gran resistencia al choque.
Está formado por un 2% de materia y un 98% de aire y ofrece unas excelentes propiedades para usarse en fundición. Precisamente son su carácter gasificable y ligereza las características más destacadas para el fin artístico.
Su inicio como modelo de fundición surge con la patente de H.F Shroyer (1958), pero a pesar de su uso proliferado en la construcción y embalaje, no destaca en la fundición artística hasta nuestros días.
Sus propiedades más características vienen dadas por la Asociación Nacional de Poliestireno Expandido (ANAPE).
1. 100% reciclable.
2. Resistente al envejecimiento.
3. Aislante térmico frente al calor y frío.
4. Ofrece versatilidad y facilidad de conformado tanto con máquinas de corte por hilo caliente como con herramientas manuales, así como compatibilidad con adhesivos.
5. Resistente a la humedad; no es higroscópico.
6. Resistencia mecánica y amortiguación de impactos.
7. Carácter higiénico, no enmohece ni se descompone.
8. Muestra estabilidad dimensional frente a cambios de temperatura.
9. Con gran ligereza, aspecto fundamental como modelo de fundición.
10. Su carácter gasificable. Expuesto a temperaturas superiores a 80 ºC se contrae y desaparece con la entrada del metal fundido, de ahí la inmediatez e innovación del procedimiento; colada en molde lleno, ya que no requiere evacuación ni horneo previo del modelo.


La cascarilla cerámica
Los orígenes de la cascarilla cerámica se remontan a los primeros moldes por revestimiento cerámico de la antigüedad, recubiertos con varias capas de tierra humedecida (barro), paja y otros aditivos. Después surgieron arenas naturales como material refractario, que han sido extraídas hasta casi agotar las provisiones que nos ofrecía la naturaleza. Pero hoy los materiales han ido evolucionando desde las tierras naturales a las arenas refractarias, más elaboradas, con agentes químicos, y en una variada gama de granulometría, como podemos observar en la figura 4.
Este revestimiento fue utilizado en EE.UU. en la industria dental de los años 30 y en la industria aeronaútica en los 40 (figura 5).
Posteriormente llega a Europa tras la II Guerra Mundial, incorporándose al ámbito de la fundición artística gracias a David Reid, quien realiza los primeros ensayos con este material.


La cascarilla cerámica es una papilla refractaria compuesta de moloquita harina y sílice coloidal con la que recubrimos el modelo a reproducir, y seguidamente estucamos con moloquita en grano mayor. Las capas se repetirán hasta alcanzar el grosor adecuado, de ahí que sea una técnica de revestimiento. La posterior cocción del molde hace que se alcance ese carácter cerámico capaz de soportar el metal fundido.
Esta técnica de moldeo presenta importantes ventajas para la fundición artística:
1. Su alta calidad de registro, justificada en las características de los materiales y su aplicación por capas, situándola dentro de las técnicas de fundición de precisión.
2. Notable la ligereza del molde respecto a sistemas tradicionales aplicados a la cera.
3. Manipulación directa del artista durante todo el proceso de moldeo y fundición, a diferencia de otos moldes como el de chamota, que requiere fases en su proceso, como el horneo, en los que no se manipula la pieza directamente.
4. Permeabilidad y porosidad de los materiales que permiten suprimir los respiraderos, lo que conlleva un menor retoque final de la pieza.


Pinturas refractarias
Aportamos este material como resultado de nuestra investigación, porque facilita la separación entre el modelo y el molde. Ello supone un aspecto importante de la propuesta, ya que implica la simplificación del proceso en la obtención de la pieza final.
La pintura refractaria está compuesta de un material refractario y un aglutinante al agua que permite que actúe de barrera física y química entre el material del molde y el metal fundido, evitando así la oxidación producida por el contacto directo.
Actualmente la industria lo aplica a los moldes de fundición, pero debido a las características del sistema de moldeo con cascarilla, que utilizamos, no es posible su aplicación en el molde, de modo que lo aplicamos directamente sobre el modelo, consiguiendo excelentes resultados en las piezas escultóricas (figura 6).
Para ello, hemos comprobado su compatibilidad con el modelo y diversos tipos de adhesivos utilizados sobre él, así como con el moldeo de cascarilla cerámica y otros materiales integrados en nuestra obra, como objetos metálicos.
Destacamos las siguientes ventajas:
1. Alto índice de refractariedad para soportar elevadas temperaturas,
2. Permeabilidad
3. Resistencia suficiente para permanecer estable durante todo el proceso de fundición.
4. Facilidad en el proceso de desmoldeado.
5. Mejora en el registro superficial.
Otros materiales reintegrados al modelo de poliestireno
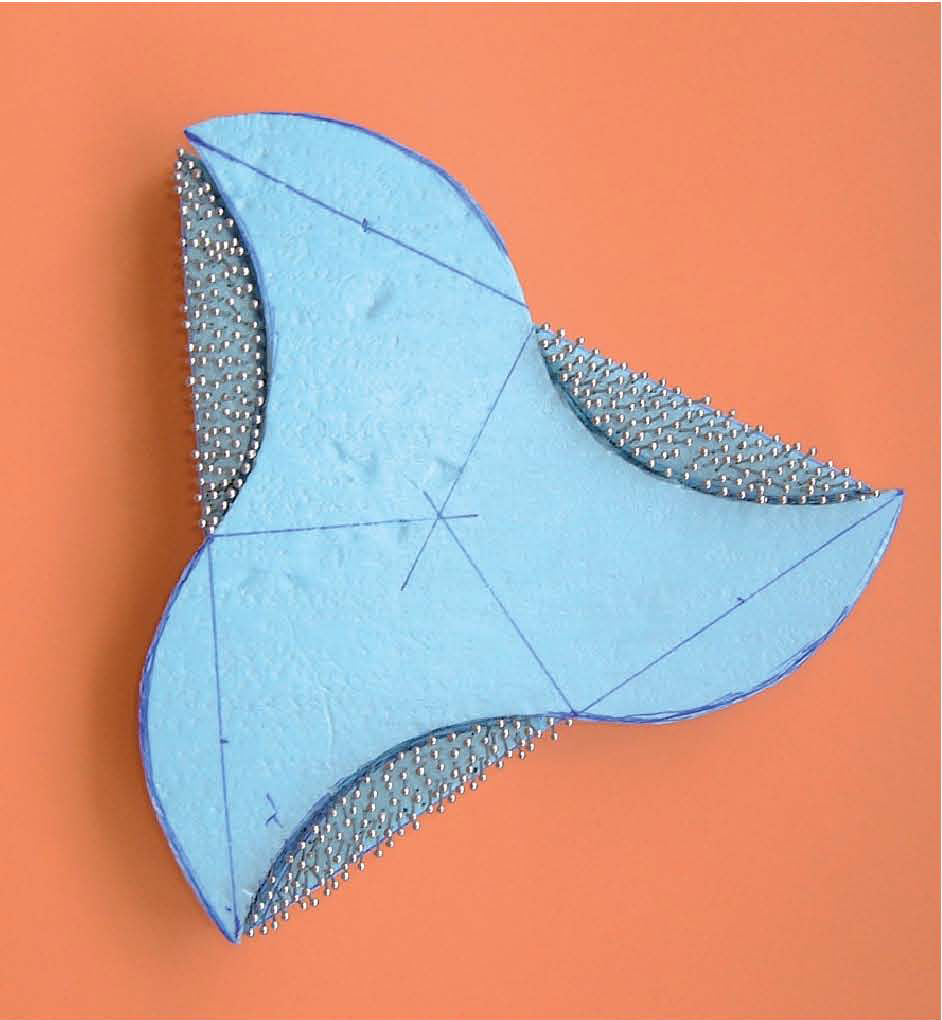
En la búsqueda de nuevas parcelas expresivas integramos otros materiales a nuestras piezas de poliestireno.
Hierro, latón, bronce, madera, cerámica, etc. son algunos de los que forman parte final de la obra, como se observa en la figura 7.



Nuestra propuesta
Como resultado de las numerosas pruebas experimentales llevadas a cabo, la nueva técnica de moldeo que denominamos, «fundición de modelos de PE con moldes de cascarilla y uso de pinturas refractarias» resuelve la compatibilidad entre materiales relativamente recientes, como son el PE y la pintura refractaria, y un material que encuentra sus orígenes en la antigüedad, la cascarilla, y que hoy ha evolucionado en sus componentes adaptándose a la demanda actual.
Esta unión no sólo amplía nuevas parcelas expresivas, sino que simplifica y mejora el proceso de fundición como exponemos a continuación:
La utilización del PE, por su ligereza y facilidad de conformado, permite una fácil manipulación del modelo durante todo el proceso.
Su característica gasificable aporta una gran inmediatez al no requerir el horneo previo del molde
La cascarilla cerámica aumenta aún más esa ligereza, que en procesos tradicionales requería realizar bloques macizos de chamota u otros materiales mucho más pesados.
La precisión conseguida por su aplicación en capas nos permite un contacto directo en toda la fase de moldeo y la posibilidad de subsanar errores en el proceso.

Asimismo, la permeabilidad del material permite la eliminación de respiraderos y, como consecuencia de ello su posterior repaso. Éste es un punto importante a comparar con la técnica de la cera perdida, ya que en ella eran necesarios numerosos respiraderos sobre todo en dimensiones estrechas, que posteriormente tenían que ser eliminados y repasados.
La pintura refractaria que con su estabilidad aumenta la calidad de registro superficial, pero sobre todo aporta una facilidad de desmoldeo que simplifica el proceso.

Presentamos a continuación el proceso de fundición de una de las piezas realizadas con este método de fundición:
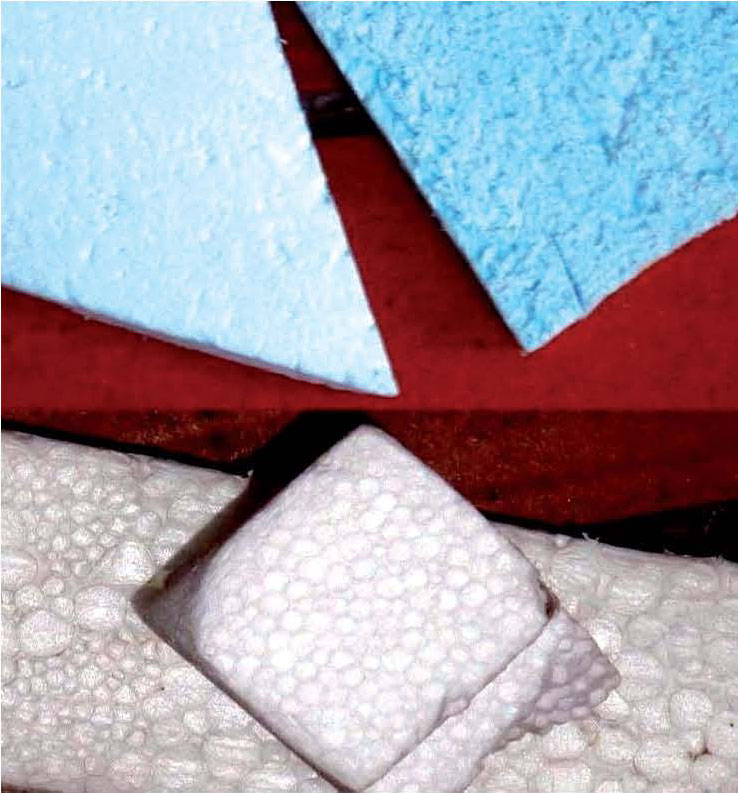
1. En este caso el modelo es realizado en poliestireno expandido, variedad roof mate (color azul), con integración de hilo de cobre (figura 8).
Previo a la primera fase de moldeo, se le instala el necesario bebedero para la colada.
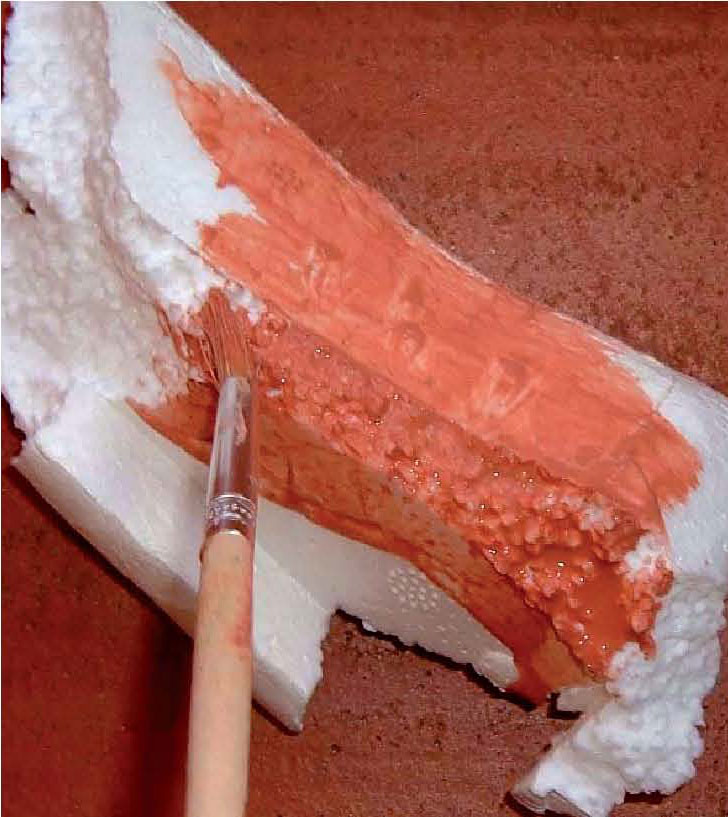
2. El modelo es cubierto con una capa de pintura refractaria. Puede ser sumergida o con pincel. Hemos escogido la segunda opción con la finalidad de que se cubriera con facilidad cada intersticio de la pieza (figura 9).
3. Tras el secado la pieza es sumergida en una barbotina cerámica compuesta por un aglutinante (sílice coloidal) que da cohesión y plasticidad y un refractario fino, la moloquita, que en este primer baño denominamos «harina» (figura 10).
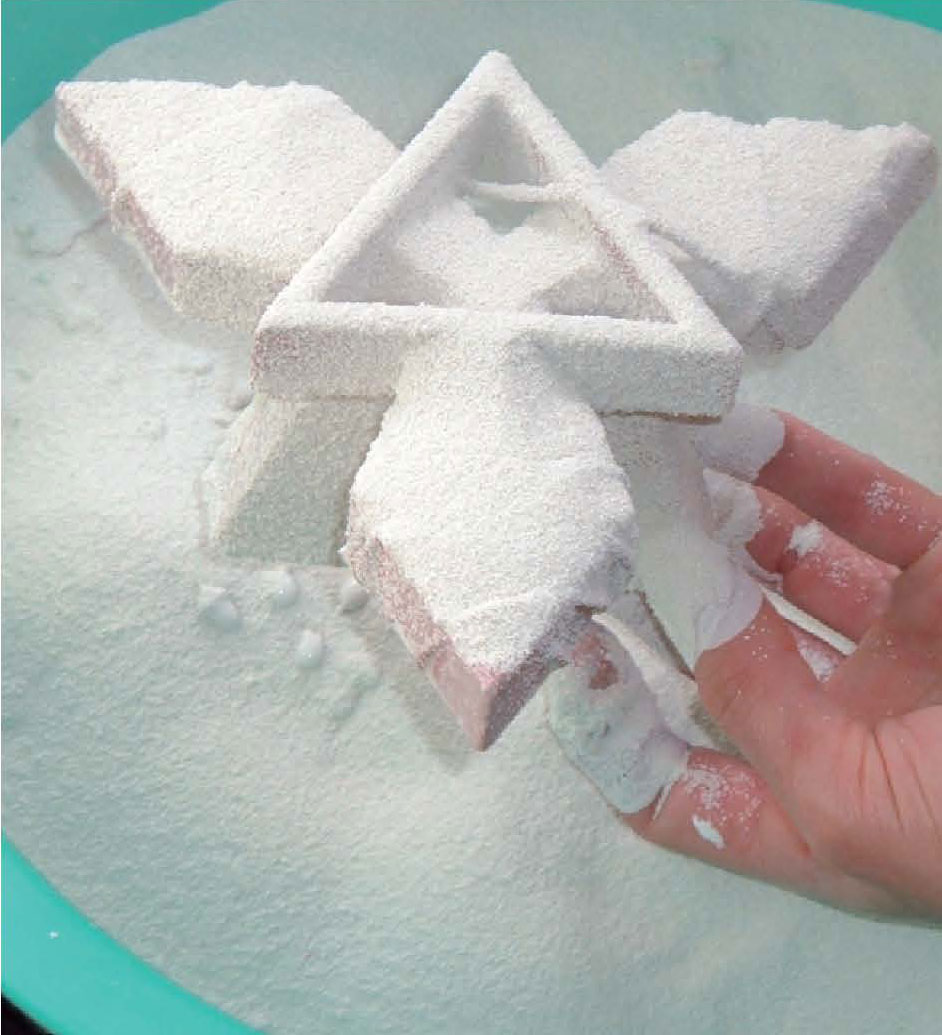
4. El modelo sumergido será recubierto por moloquita de grano fino formando la primera capa. El molde irá adquiriendo grosor en sucesivas capas de estucado (figura 11).
En este caso se le aplicaron dos capas de grano fino, una capa de grano medio y una capa de grano grueso.
5. Aseguramos el correcto secado entre capa y capa, valorando especialmente la final, obteniéndose un molde resistente preparado para el proceso de cocción. En esta fase, aún sin hornear, el molde se caracteriza por un color blancogrisáceo.
6. A través de un choque térmico, el molde de cascarilla adquiere ese carácter cerámico, visible en el color blanquecino de la pieza y que lo hace resistente a la colada (figura 12).
7. Tras la cocción y eliminación del modelo, comprobamos que la pintura refractaria permanece estable hasta el final del proceso (figura 14), incluso veremos cómo aún después del vertido siguen quedando restos de esta pintura que ha adquirido otra gama cromática.
8. Estabilizamos las piezas en arena y procedemos al vertido del metal fundido (figura 15).
9. Con un breve enfriamiento previo del modelo bajo chorro de agua fría, se procede al descascarillado o desmoldeo de la pieza, facilitado por la utilización de la pintura refractaria sobre el modelo (figura 16).
10. Tras el descascarillado podemos observar cómo la pintura, resistente a todo el proceso de moldeo y fundición, aún sigue adherida a las paredes internas del molde.
Finalmente, obtenemos la pieza fundida, comprobando las evidentes ventajas que aporta la porosidad y permeabilidad de la cascarilla que no requiere respiraderos.

Resultados
Consideramos necesario subrayar aspectos de los tres materiales que han hecho posible desarrollar una técnica concreta.
La utilización del PE se puede sintetizar en la inmediatez que supone no tener que eliminarlo antes de la colada, dadas sus propiedades gasificables.
Destaca, asimismo, su ligereza y facilidad en la construcción de modelos.
La cascarilla cerámica eleva la ligereza del conjunto y permite controlar el estado de la pieza durante el proceso, dada su aplicación por capas. La precisión conseguida mejora los sistemas tradicionales.
Las pinturas refractarias, estables durante el proceso, no sólo permiten su compatibilidad con los otros dos materiales, sino que simplifica aún más el proceso, aportando facilidad de desmoldeo y calidad superficial en la pieza definitiva.
Aclaración
Este trabajo de investigación se enmarca dentro de las directrices de actuación del Grupo de Investigación HUM 629 de la Dirección General de Universidades e Investigación de la Junta de Andalucía, sin el cual no habría sido posible, así como el Proyecto de Investigación MAT2006-0038, financiado por el Ministerio de Educación y Ciencia.
Bibliografía
ASM Metal Handbook (1990). vol. 2 Properties and selection: Nonferrous Alloys and Special. Purpose and Materials» 10.ª Edición ASM International (USA).
Corredor Martínez, J. A. (1997). «Técnicas de fundición artística» Universidad de Granada.
Gil Arévalo, J. (1986). «Técnicas de fundición en cera perdida». Sevilla.
Marcos Martínez, C. (2000). «Fundición a la cera perdida. Técnica de la cascarilla cerámica». Valencia.
Metal Handbook (1988). «A.S.M. Metal Park». 9.ª Ed. Volumen 15. Ohio
Reid, David. «The Reid Technique» http//.c2i.net/ metaphor/rt.html.
Sorroche Cruz, Antonio. (1998). «Nuevas Técnicas y nuevos materiales en la fundición escultórica actual». Granada.
Sorroche Cruz, Antonio (1999). «Fusión e interacción de metales no férricos con la utilización de modelos gasificables de PE aplicados a la escultura», Universidad de Granada.
Achütze Alonso, O. (1954). «Moldeo y fundición». Barcelona. Gustavo Gili.
Wittkower, R. (1988). «La escultura; procesos y principios». Madrid. Alianza.