
La transcendencia del conocimiento tácito de los operarios de oficio de mantenimiento
The importance of craft maintenance workers’ tacit knowledge
RESUMEN
La actividad del mantenimiento industrial tiene una gran transcendencia en la operativa, fiabilidad y resultados económicos de las empresas. Sin embargo, y pese a la gran transcendencia que pueden provocar sus acciones, existe un elemento, muchas veces olvidado, que una vez analizado, se convierte en uno de los elementos más influyentes en la mejora operativa y reducción del tiempo de reposición o actuación ante el fallo en las acciones tácticas del mantenimiento industrial que afectan directamente a la empresa: el conocimiento tácito.
Recibido: 18 de julio de 2013
Aceptado: 12 de diciembre de 2013
ABSTRACT
Industrial maintenance activity has a great significance in the operation, reliability and economic performance of companies. However, and despite the great significance that may cause their actions, there is an element, often forgotten, that once analyzed, becomes one of the most influential elements in the operational improvement and reduction of the time of replacement or performance to the judgment in the tactical actions of the industrial maintenance which directly affect the company: tacit knowledge.
Received: July 18, 2013
Accepted: December 12, 2013
Introducción
Las técnicas operativas de mantenimiento industrial están ampliamente estudiadas desde el punto de vista de los sistemas, equipos o maquinaria intervinientes en la operatividad del proceso o servicio que debe prestar dicha empresa con alto componente de instalaciones. Se han visto con gran puntualización los procesos de fallo de los elementos tangibles, con el fin de reducir la tasa de fallo de dichos elementos técnicos. Sin embargo, existe un elemento, muchas veces olvidado, otras veces obviado, que, una vez analizado, se convierte en uno de los elementos más influyentes en la mejora operativa y reducción del tiempo de reposición o actuación ante el fallo en las acciones tácticas del mantenimiento industrial: el conocimiento tácito.
Visualizar en qué afecta el factor “conocimiento tácito” en los procesos tácticos fundamentales del mantenimiento en las empresas es el objetivo principal de este artículo. Dicho factor, con un alto componente de subjetividad (Stern, 1984; Polanyi, 1967, 1958), se puede considerar un elemento altamente intrínseco al personal afectado en la actividad de mantenimiento industrial, y al ser raramente investigado en el campo de esta operativa industrial, se puede considerar una “materia oscura”, difícil de observar y en mayor amplitud, con alta dificultad en su medición. Sin embargo, resulta un componente fundamental en la eficiencia humana en los procesos de decisión y fallo (Dhillon et al., 2006; Marquez et al., 2006; Hobbs et al., 2003, 2002; Jo et al., 2003; Rankin et al., 2000; Sasou et al., 1999; Vidal et al., 2002; Wiegmann et al., 2001; Ferdows, 2006).
El artículo introduce en la función del mantenimiento y su relación con el conocimiento tácito. Se analizan con posterioridad los efectos de la transmisión del conocimiento, para pasar a analizar un estudio de casos que se producen con asiduidad en el desempeño del mantenimiento industrial. Finaliza con las conclusiones del artículo.
El mantenimiento industrial y el conocimiento tácito
El conocimiento tácito es aquel usado por los individuos, organizaciones o empresas para lograr alcanzar un propósito práctico, pero este propósito no se puede explicar o comunicar de manera sencilla. Aquí entra la inteligencia de los individuos para interpretar la información o el conocimiento generado a partir de este. Quizá la única forma de comunicar este conocimiento es a través de relación “maestro-aprendiz”. Las habilidades de los individuos es una importante clase de conocimiento tácito, de aquí que nazca la idea de la relación con el fin de enseñar inteligentemente las habilidades que tiene un individuo a otro.
No se entra a formalizar el concepto de mantenimiento con una discusión sobre el mismo (Alsyouf, 2007; Garg et al., 2006; Crespo et al., 2006; Sheu et al., 2005; Hui et al., 2003; McKone et al., 2002), ya que se aleja del enfoque elegido para el presente estudio. En cambio, conviene determinar, atendiendo a los objetivos de este artículo, los elementos que configuran la naturaleza del mantenimiento industrial, a partir de una conceptualización operativa generalmente aceptada.
Las empresas se ven obligadas a actuar sobre los factores que afectan a su nivel competitivo (Cassady, 2001; Abancens et al., 1986). Una variable relevante sobre la que pueden actuar es la eficiencia del proceso productivo (Pinjala et al., 2006; Tarakci et al., 2009; Tsang, 2002). El mantenimiento industrial debe tener en cuenta los objetivos de la empresa, y se debe llevar a cabo en el marco de un gasto materializado por un presupuesto, o en relación a una determinada actividad (Souris, 1992). En grandes empresas del sector industrial, el volumen de sus activos físicos necesarios para su producción (fig. 1) hace que el proceso de acoplamiento de los profesionales de oficio responsables de su operatividad sea lento hasta conseguir una base de experiencia que los hacen totalmente operativos.

La importancia de las técnicas de mantenimiento ha crecido constantemente en los últimos años (González, 2003), ya que el mundo empresarial es consciente de que para ser competitivos es necesario no solo introducir mejoras e innovaciones en sus productos, servicios y procesos productivos, sino que también, la disponibilidad de los equipos ha de ser óptima y esto solo se consigue mediante un mantenimiento adecuado.
La gestión efectiva del mantenimiento supone, en consecuencia, una de las actividades cruciales de la mayor parte de las empresas con activos físicos. Son por ello lógicos los esfuerzos orientados a optimizar su funcionamiento, involucrando para tal fin tanto a medios humanos como técnicos, y con los modelos y estrategias más adecuados a cada empresa (Zhou et al., 2009; Sun et al., 2007; Pongpech et al., 2006; Oke, et al., 2005).
Aun así, el ingeniero y los técnicos de planta siguen detectando muchos problemas y defectos de los sistemas, modelos, técnicas y procedimientos implementados, muy especialmente los relativos a una fluida transmisión de la experiencia y de los conocimientos, unas veces olvidados, otras retenidos por los especialistas y, en todo caso, insuficientemente formalizados o “protocolizados”. El conocimiento que podemos adquirir acerca del comportamiento de un sistema físico se fundamenta principalmente en la adquisición y valoración de dos tipos de información, cuantitativa (por instrumentos de medición) y cualitativa (adquirida por humanos) (Chacón, 2001).
Una tal definición operativa de mantenimiento industrial podría ser el conjunto de técnicas que tienen por objeto conseguir una utilización óptima de los activos productivos, manteniéndolos en el estado que requiere una producción eficiente.
Pueden extraerse de esta definición los siguientes elementos:
– Estado requerido.
– Exigencias de disponibilidad o conservación de ese estado.
– Conjunto de técnicas y procedimientos orientados a esa conservación.
– Actividad de reemplazo, reparación o modificación de unidades, componentes, conjuntos, equipos o sistemas de una planta industrial.
Se observa cómo ya en la misma naturaleza del mantenimiento aparecen elementos ligados al conocimiento, ya que la técnica puede ser definida como la forma o manera de realizar una actividad, implicando, en consecuencia, la presencia de capital intelectual incorporado o no a los activos industriales o al personal. La especial acción o actividad del mantenimiento exige técnicas o conocimientos muy específicos y contingentes de alto valor estratégico que implican complejidad y elevados esfuerzos en su registro, transmisión y aplicación.
En cuanto a la expresión de su meta: la consecución de requerimientos de disponibilidad en equipos e instalaciones implica la ubicación de las actividades de mantenimiento en escenarios de elevada contingencia e incertidumbre, donde contenidos informativos muy dinámicos, perecederos y específicos y sus procedimientos de aplicación se revelan como imprescindibles para una marcha eficiente de la planta. En otro caso, el mantenimiento de la planta debería responder de elevados costes de intervención, basados en una búsqueda repetitiva e inconsistente de información en las fases de detección, diagnóstico, prevención y reparación del fallo.
Por último, la actividad de mantenimiento requiere conocimientos muy específicos y variados. Destaca el de diferentes y, en muchas ocasiones, novedosas tecnologías. Su optimización es compleja y la toma de decisiones se desenvuelve en un ambiente de incertidumbre.
El objetivo básico de la función de mantenimiento puede expresarse como la gestión optimizada de los activos físicos. Esta optimización debe obviamente orientarse a la consecución de los objetivos empresariales, algunos de los cuales se reflejan a continuación, clasificados en varios epígrafes:
– Económicos: mayor rentabilidad y beneficio, menores costes de fallo, mayor ahorro empresarial, menor inversión en inmovilizado o en circulante, etc.
– Laborales: condiciones adecuadas de trabajo, de seguridad e higiene, etc.
– Técnicos: disponibilidad y durabilidad de los equipos, máquinas e instalaciones, operativa en explotación.
– Sociales: ausencia de contaminación, ahorro de energía, etc.
A partir de unos objetivos bien definidos, se plantea la planificación y control de la actividad de mantenimiento orientada, así, a alcanzar esos objetivos. Esto pasa por el control o dominio del comportamiento de los sistemas, equipos o instalaciones de la planta y por una gestión adecuada de esos activos. Se entiende por tal una actuación que optimice tanto el valor real de los activos como su funcionamiento.
La función de mantenimiento cumple, en consecuencia, con dos grandes objetivos: en primer lugar, conservar el estado de los activos; en segundo, mejorar sus niveles de disponibilidad al más bajo coste.
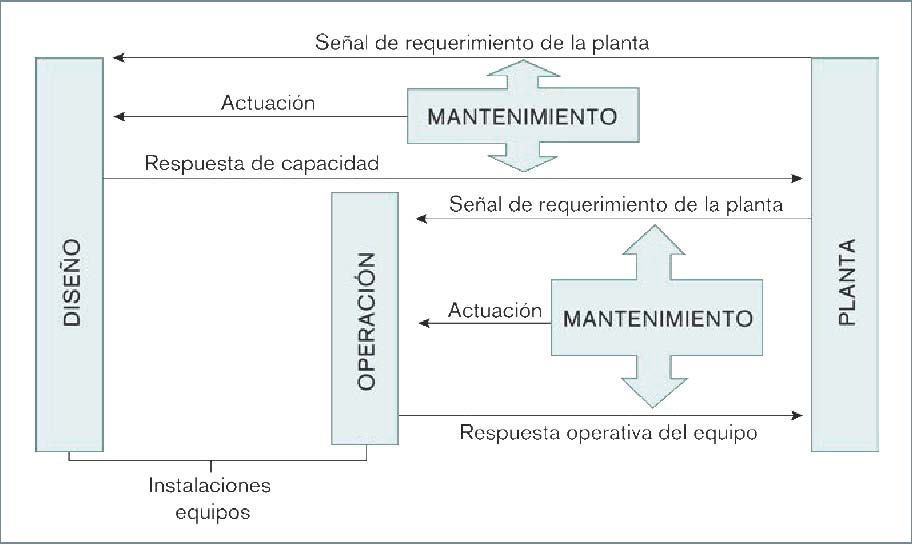
En la figura 2 se representa de forma esquemática el modelo de conocimiento que se propone en consonancia con los aspectos que, según se acaba de formular, desarrolla la función de mantenimiento.
De ahí se derivan las siguientes conclusiones en relación con los conocimientos básicos necesarios para las actuaciones llevadas a cabo por la función de mantenimiento:
– Conocimientos necesarios para llevar a cabo las actuaciones de selección, adquisición, instalación y puesta en marcha de los equipos e instalaciones generales:
– El conocimiento de los requerimientos de la planta en relación con las necesidades de capacidad y funcionamiento normal de los equipos.
– El conocimiento de la respuesta real de los equipos a esos requerimientos.
– Conocimientos necesarios para llevar a cabo las actuaciones de predicción, prevención y corrección operativa de los equipos:
– El conocimiento de los requerimientos de la planta en relación con las necesidades de funcionamiento de los equipos.
– El conocimiento de la respuesta real de los equipos a esos requerimientos.
Al ser la naturaleza de la función de mantenimiento la de servicio que se presta a la principal y básica de producción-distribución, no tiene un objeto en sí, sino el de coadyuvar al buen hacer de sus clientes internos. Es decir, posee unos objetivos dependientes y ligados a los de los procesos principales de la planta y, en concreto, a los de los procesos de negocio.
Esto conlleva el que el servicio que presta la función de mantenimiento a la planta es ciertamente diverso y requiere habilidades y competencias muy dispares.
Por todo ello, la gestión efectiva del mantenimiento supone, en consecuencia, una de las actividades cruciales de la mayor parte de las plantas industriales. Son, por ello, lógicos los esfuerzos orientados a optimizar su funcionamiento, involucrando para tal fin tanto a medios humanos como técnicos.
Algunos de los problemas más frecuentes y críticos en relación con el conocimiento tácito y la gestión del conocimiento con los que los especialistas y técnicos de mantenimiento se encuentran son:
– Cambios de personal de la plantilla.
– Poca experiencia de los operarios.
– Falta de información de medidas que tomar y pasos que seguir ante ciertas averías o incidencias.
– Dependencia del conocimiento y experiencia tácita de los operarios.
– Históricos de avería y análisis de causas imperfectos.
– Desorganización de la información acerca de las instalaciones.
– Carencia de sistemas de aprendizaje y reciclaje del personal.
Los problemas derivados de los cambios de personal en la plantilla de mantenimiento se traducen en pérdidas económicas debido al desconocimiento por parte del operario de: las instalaciones existentes, fallos típicos y medidas que adoptar ante los mismos, tiempo de rodaje y adaptación a la forma y sistemas de trabajo, etcétera. La escasa experiencia del operario obliga a otros a abandonar sus tareas para poder enseñarle las ubicaciones, tipos de instalaciones, modo de trabajo y demás, con la consiguiente pérdida de productividad y rendimiento que ello implica.
En empresas de mayor tamaño el problema se agudiza y el coste de estos cambios se incrementa considerablemente, ya que las instalaciones por conocer, los trabajos que efectuar, etcétera son mucho mayores. También hay que tener en cuenta para analizar estos costes, la inoperatividad (el aumento en el tiempo medio de resolución de fallos).
Habiendo considerado los costes de inoperatividad o ineficiencia que suponen a la empresa el incorporar nuevos operarios a los equipos de mantenimiento, tal como indica la tendencia de la figura anterior, es necesario destacar, además, otros costes inducidos.
Estos costes inducidos se derivan de la incapacidad del operario de resolver una avería crítica en un momento determinado. Estas averías críticas, a diferencia de las averías no críticas, se diferencian en que suponen un coste elevado a la empresa como, por ejemplo, la paralización de la producción hasta que no se subsane dicha avería.
Otro de los problemas relevantes a la hora de realizar un buen mantenimiento de instalaciones es la falta de información sobre medidas específicas que adoptar y orden de ejecución secuencial de las mismas ante averías que no se han presentado antes, o bien que no han ocurrido en presencia del operario.
En la mayoría de los casos son los operarios más antiguos quienes conocen mejor las instalaciones y equipos, así como su comportamiento específico, medidas que tomar ante cualquier incidencia, qué revisar y cómo hacerlo, en concreto, para cada máquina, etcétera.
Esta experiencia adquirida a través de los años, denominada know-how, o simplemente conocimiento o experiencia, no es cometido o competencia del sistema educativo y, sin embargo, es de vital importancia para el buen funcionamiento de la empresa.
El problema reside en que si el operario que posee ese conocimiento abandona el puesto de trabajo, la empresa lo pierde y sufre los problemas operativos y económicos que de ellos se derivan.
El efecto de la transmisión del conocimiento en el mantenimiento industrial
Las empresas se ven obligadas a actuar sobre los factores que afectan a su nivel competitivo. El mantenimiento industrial tiene por objetivo principal conseguir una utilización óptima de los activos productivos de la compañía, manteniéndolos en el estado requerido para una producción eficiente con unos costes mínimos (Tianqing et al., 2009; Pintelon et al., 2006; Eti 2006a, 2006b, 2006c), así como reducir los tiempos de parada no programados.
El mantenimiento industrial, como cualquier actividad humana, precisa de unos niveles de información y conocimiento que definen su eficacia, con múltiples modelos desarrollados por la técnica actual (Al-Najjar et al., 2003; Alardhi et al., 2007; Barata et al., 2002; Cadini et al., 2009; Chen, 2006; Chung et al., 2010; Chien et al., 2010). La gestión del conocimiento, desde una visión como proceso, está integrada por la generación, la transferencia y la utilización del conocimiento dentro de la empresa (Wiig, 1997). El conocimiento es generado y transmitido por distintos medios que no son genéticos. Es por ello por lo que se aplican dos tipos de conocimiento, el conocimiento tácito y el explícito. Y por eso es preciso analizar el proceso de creación y transferencia del conocimiento en las organizaciones identificando el stockde conocimiento que posee y cómo se usa para generar nuevo conocimiento (Camelo, 2000) que marque una sinergia adecuada entre mantenimiento y los procesos de la planta de producción (Goel et al., 2003;. Jin et al., 2009; Liu et al., 2004).
El conocimiento tácito es acumulado por el hombre, y por su propia característica no puede ser articulado ni expresado formalmente, por lo que tiene un alto componente intuitivo (Polanyi, 1967). Está compuesto por ideas, intuiciones y habilidades, internamente arraigado en las personas, que influye en su manera de comportarse y que se manifiesta a través de su aplicación. Por esas características es difícil de compartir con otros, y se hace difícil, lenta e incierta su transferencia entre las personas (Kogut y Zander, 1992). Este conocimiento tiene un gran interés estratégico en la empresa, dado que marca sus habilidades y el saber hacer o know-how(Polanyi, 1967) y puede definir las prácticas de la empresa (Kogut y Zander, 1992) y, por consiguiente, en la actividad de mantenimiento.
El conocimiento explícito, en cambio, es aquel que puede ser representado o expresado formalmente de acuerdo a una codificación y que se puede comunicar fácilmente. Este tipo de conocimiento puede ser transmitido mediante lenguaje formal y de una forma estructurada. Los dos conocimientos son complementarios. El conocimiento explícito debe ser tácitamente entendido y aplicado, es decir, debe aplicar mecanismos que permitan a los individuos aprender, interpretar y entender el contenido codificado.
El conocimiento explícito se puede cuantificar, tiene forma y se recoge en documentos y fórmulas. También se le ha definido (Zapata, 2001) como aquella información documentada que facilita la acción. Es el tipo de conocimiento al que la cultura occidental ha prestado más importancia, por ser relativamente más sencillo de documentar y compartir usando números y palabras, y porque ganización como una máquina de procesar información es el que mejor se adapta (Nonaka y Takeuchi, 1995). Es el conocimiento que puede ser comunicado o transmitido de un individuo a otro mediante el lenguaje formal y sistemático, de manera que quien lo recibe llega a obtener el mismo conocimiento que el emisor, sin que su transferencia lo destruya o desgaste. Su principal característica es que es fácil de transferir al no requerir medios o mecanismos complejos (Zapata, 2001).
Las organizaciones deberían ser estudiadas a través de sus procesos internos, desde el punto de vista de cómo estas crean y transfieren conocimiento (Nonaka, 1994; Nonaka y Takeuchi, 1995; Kogut y Zander 1992).
De todo lo argumentado se extrae la necesidad de capturar, administrar, almacenar, transferir y difundir el conocimiento de nuestra organización y el entorno que la rodea para que la organización sea capaz de integrar eficazmente la percepción, la creación de conocimiento y la toma de decisiones se pueda describir como una organización inteligente (Choo, 1999). Es en la organización de mantenimiento, por sus propias caracteristicas de funcionamiento y experiencia requerida, donde se hace más acuciante analizar los efectos de su gestión del conocimiento y, en especial, el tácito.
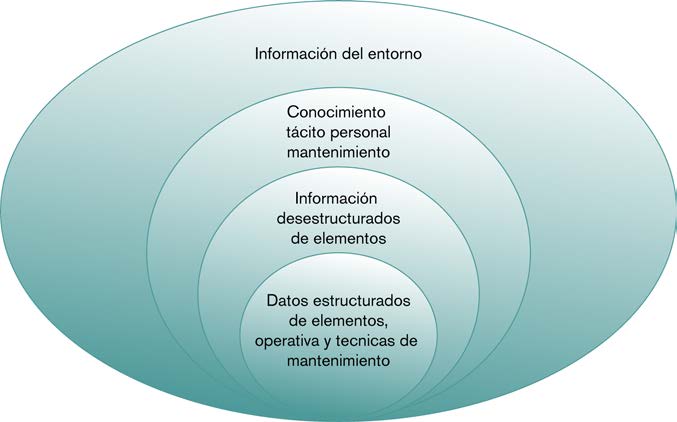
El mantenimiento se puede definir en un enfoque kantiano. El enfoque sistémico kantiano plantea la posibilidad de estudiar y entender cualquier fenómeno, dado que define que cualquier sistema está compuesto básicamente por tres elementos: personas, artefactos y entorno (Mora, 2005). Dentro de este sistema y tal como se ha comentado, se plantea en concreto abordar esa transferencia de conocimiento que, sin duda, existe en la relación entre los tres elementos (fig. 3), y que es de gran transcendencia en las funciones requeridas a los servicios de mantenimiento.
Los humanos no están nunca separados del universo que observan, sino que participan personalmente en él y, por tanto, no se puede desarrollar el conocimiento objetivo puro y no sesgado. Las destrezas humanas, los prejuicios y las pasiones no son defectos, sino que desempeñan un papel importante y necesario guiando el descubrimiento y la validación (Polanyi, 1958).
En este artículo se considera que el conocimiento que se acumula en una empresa (entorno), en su actividad y explotación técnica es la base de la que se deriva gran parte de las soluciones necesarias y convenientes para el desempeño con mayor eficiencia conforme a los niveles de desempeño de mantenimiento que han fijado sus órganos de decisión (figura 4).
Es precisamente esta base del conocimiento la que suele estar desestructurada, en islas de conocimiento, con lo cual solo es utilizada en pequeña medida, dentro de los departamentos de mantenimiento industrial de las empresas

Conclusiones
Este artículo muestra la relevancia y transcendencia que posee el conocimiento tácito almacenado por los propios operarios de mantenimiento que afecta a las acciones de mantenimiento y sus acciones estratégicas fundamentales operatividad de la empresa y al tiempo tales como la fiabilidad, mantenibilidad de acoplamiento de estos operarios. y eficiencia energética.
Se resumen los principales factores piedad de los operarios hace que exista que marcan la relevancia de ese conoci una dependencia de la empresa hacia miento tácito, haciendo necesarias unas ellos y que la sustitución o baja de un estrategias de aprendizaje hacia una tenoperario suponga un quebranto impordencia a compartir conocimiento, necetante para la organización de la empresa sidad de definir y medir acciones estrapara la que trabaja. tégicas y motivación de los operarios. Se muestra la necesidad por parte de
Este conocimiento tácito y no explilas empresas de situar este conocimiento citado hace que nuevos operarios deban estratégico como uno de los activos pasar por un ciclo de experiencia y aprenintangibles, que es necesario conservar y dizaje propio, que sin duda afecta a la almacenar por la organización.
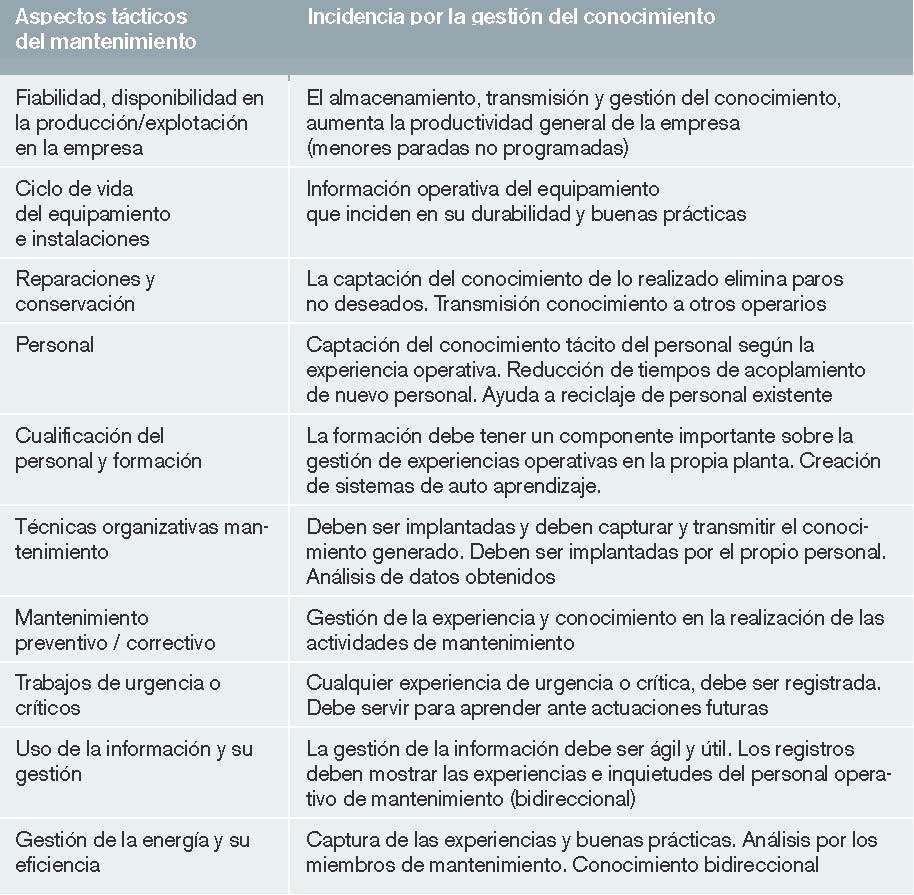
La posible incidencia que produce en la empresa y que puede afectar a nivel económico y productivo por la no adecuada transferencia del conocimiento tácito se resume en la tabla 1.
Bibliografía
Abancens A., Lasheras J.M. (1986), Organización industrial, organización, control y seguridad e higiene en el trabajo. Volumen I. Ed. Donostierra.
Alardhi, M. and Hannam, R.G. (2007), “Preventive maintenance scheduling for multicogeneration plants with production constraints”, Journal of Quality in Maintenance Engineering, Vol. 13 No. 3, pp. 276-92.
Al-Najjar, B. and Alsyouf, I. (2003), “Selecting the most efficient maintenance approach using fuzzy multiple criteria decision making”, International Journal of Production Economics, Vol. 84 No. 1, pp. 85-100.
Alsyouf, I. (2007), “The role of maintenance in improving companies productivity and profitability”, International Journal of Production Economics, Vol. 105 No. 1, pp. 70-8.
Barata, C.J., Guedes, S., Marseguerra, M. and Zio, E. (2002), “Simulation modelling of repairable multi-component deteriorating systems for on condition maintenance optimisation”, Reliability Engineering & System Safety, Vol. 76 No. 3, pp. 255-64.
Cadini, F., Zio, E. and Avram, D. (2009), “Model-based Monte Carlo state estimation for condition-based component replacement”, Reliability Engineering & System Safety, Vol. 94 No. 3, pp. 752-8.
Camelo, C. (2000), La Estrategia de la Diversificación Interna: Una aproximación desde la Teoría basada en el Conocimiento. Madrid: Biblioteca Civitas Economía y Empresa.
Cassady, C.R. (2001), “Selective maintenance modeling for industrial systems”, Journal of Quality in Maintenance Engineering, Vol. 7 No. 2, pp. 104-17.
Chacón, J. (200l). Tesis Doctoral, Diagnóstico de fallos mediante la utilización de información incompleta e incierta. UPV Valencia España.
Chen, J. (2006), “Optimization models for the machine scheduling problem with a single flexible maintenance activity”, Engineering Optimization, Vol. 38 No. 1, pp. 53-71.
Chien, Y.H. and Chen, J.-A. (2010), “Optimal spare ordering policy for preventive replacementunder cost effectiveness criterion”, Applied Mathematical Modeling, Vol. 34 No. 10, pp. 716-24.
Choo, C. W. (1999). La Organización Inteligente. Oxford University Press, México
Chung, S.H., Lau, H.C.W., Choy, K.L., Ho, G.T.S. and Tse, Y.K. (2010), “Application of genetic approach for advanced planning in multifactory environment”, International Journal of Production Economics, Vol. 127 No. 2, pp. 300-8.
Crespo Marquez, A. and Gupta, J. (2006), “Contemporary maintenance management: process, framework and supporting pillars”, Omega, Vol. 34 No. 3, pp. 313-26.
Dhillon, B.S. and Liu, Y. (2006), “Human error in maintenance: a review”, Journal of Quality in Maintenance Engineering, Vol. 12 No. 1, pp. 21-36.
Eti , M.C.; Ogaji, S.; Probert, S. (2006a). Reducing the cost of preventive maintenance (PM) through adopting a proactive reliability-focused culture. Applied Energy 83 (2006). pp 1235-1248.
Eti , M.C.; Ogaji, S.; Probert, S. (2006b). Development and implementation of preventive-maintenance practices in Nigerian industries. Applied Energy 83 (2006). pp. 1163–1179.
Eti, M.C.; Ogaji, S.; Probert, S. (2006c). Impact of corporate culture on plant maintenance in the Nigerian electric-power industry. Applied Energy 83 (2006c). pp. 299-310.
Ferdows, K. (2006), “Transfer of changing production know-how”, Production and Operations Management, Vol. 15 No. 1, pp. 1-9.
Garg, A. and Deshmukh, S.G. (2006), “Maintenance management: literature review and directions”, Journal of Quality in Maintenance Engineering, Vol. 12 No. 3, pp. 205-38.
Goel, H.D., Grievink, J. and Weijnen, M.P.C. (2003), “Integrated optimal reliable design, production, and maintenance planning for multipurpose process plants”, Computers & Chemical Engineering, Vol. 27 No. 11, pp. 1543-55.
Gonzalez Fernandez, F:J. (2003). Mantenimiento industrial avanzado, Ed. Fundación Confemetal.
Hobbs, A. and Williamson, A. (2002), “Skills, rules and knowledge in aircraft maintenance: errors in context”, Ergonomics, Vol. 45 No. 4, pp. 290-308.
Hobbs, A. and Williamson, A. (2003), “Associations between errors and contributing factors in aircraft maintenance”, Human Factors, Vol. 45 No. 2, pp. 186-201.
Hui, E. and Tsang, A. (2004), “Sourcing strategies of facilities management”, Journal of Quality in Maintenance Engineering, Vol. 10 No. 2, pp. 85-92.
Jin, X., Li, L. and Ni, J. (2009), “Option model for joint production and preventive maintenance system”, International Journal of Production Economics, Vol. 119 No. 2, pp. 347-53.
Jo, Y.-D. and Park, K.-S. (2003), “Dynamic management of human error to reduce total risk”, Journal of Loss Prevention in Process Industries, Vol. 16 No. 4, pp. 313-21.
Kogut, B. y Zander, U. (1992). Knowledge of the firm: combinative capabilities, and the replication of technology. En L. Prusak (ed) Knowledge in Organizations. Resources for the Knowledge Based Economy.
Liu, J. and Yu, D. (2004), “Evaluation of plant maintenance based on data envelopment analysis”, Journal of Quality in Maintenance Engineering, Vol. 10 No. 3, pp. 203-9.
Marquez, A.C. and Guptab, J.N.D. (2006), “Contemporary maintenance management: process, framework and supporting pillars”, Omega, The International Journal of Management Science, Vol. 34, pp. 313-26.
McKone, K. and Weiss, E. (2002), “Guidelines for implementing predictive maintenance”, Production and Operations Management, Vol. 11 No. 2, pp. 109-24.
Mora, A. (2005). Mantenimiento estratégico para empresas de servicios e industriales-AMG.
Nonaka, I. (1994). A dynamic theory of organizational knowledge creation. Organization Science,5(1), 14-37.
Nonaka, I., Takeuchi, N. (1995). The Knowledge Creating Company. Oxford University Press.
Oke, S.A. (2005), “An analytical model for the optimization of maintenance profitability”, International Journal of Productivity and Performance Management, Vol. 54 No. 2, pp. 113-36.
Pinjala, S., Pintelon, L. and Vereecke, A. (2006), “An empirical investigation on the relationship between business and maintenance strategies”, International Journal of Production Economics, Vol. 104 No. 1, pp. 214-29.
Pintelon, L., Kumar, P.S. and Vereecke, A. (2006), “Evaluating the effectiveness of maintenance strategies”, Journal of Quality in Maintenance Engineering, Vol. 12 No. 1, pp. 7-20.
Polanyi, M. (1958). Personal Knowledge: Towards a Post-Critical Philosophy. University of Chicago Press.
Polanyi, M. (1967)(2009 reprint). University The Tacit Dimension. of Chicago Press.
Pongpech, J., Murthy, D.N.P. and Boondiskulchock, R. (2006), “Maintenance strategies for used equipment under lease”, Journal of Quality in Maintenance Engineering, Vol. 5 No. 4, pp. 287-95.
Rankin, W., Hibit, R. and Sargent, R. (2000), “Development and evaluation of the maintenance error decision aid (MEDA), process”, International Journal of Industrial Ergonomics, Vol. 26 No. 2, pp. 261-76.
Sasou, K. and Reason, J. (1999), “Team errors: definition and taxonomy”, Reliability Engineering & System
Safety, Vol. 65 No. 1, pp. 1-9.
Sheu, S., Lin, Y. and Liao, G. (2005), “Optimal policies with decreasing probability of imperfect maintenance”, IEEE Transactions on Reliability, Vol. 54 No. 2, pp. 347-57.
Souris, J.P. (1992). Mantenimiento: Fuente de beneficios, Ed. Díaz de Santos.
Stern PC, (1984). Aronsson E, editors. Energy use: the human dimension. New York: Freeman; 1984.
Sun, Y., Ma, L. and Mathew, J. (2007), “Prediction of system reliability for component repair”, Journal of Quality in Maintenance Engineering, Vol. 13 No. 2, pp. 111-24.
Tarakci, H., Tang, K. and Teyarachakul, S. (2009), “Learning effects on maintenance outsourcing”, European Journal of Operational Research, Vol. 192 No. 1, pp. 138-50.
Tianqing, S.; Xiaohua, W.; Xianguo, M. (2009). Relationship between the economic cost and the reliability of the electric power supply system in city: A case in Shanghai of China. Applied Energy 86 (2009). PP 2262–2267.
Tsang, A. (2002), “Strategic dimensions of maintenance management”, Journal of Quality on Maintenance Engineering, Vol. 8 No. 1, pp. 7-39.
Vidal-Gomel, C. and Samurc¸ay, R. (2002), “Qualitative analyses of accidents and incidents to identify competencies. The electrical systems maintenance case”, Safety Science, Vol. 40 No. 6, pp. 479-500.
Wiegmann, D.A. and Shappell, S.A. (2001), “Human error analysis of commercial aviation accidents: application of the human factors analysis and classification system (HFACS)”, Aviation, Space, and Environmental Medicine, Vol. 72 No. 11, pp. 1006-16.
Wiig, K. (1997). Integrating Intellectual Capital and Knowledge Management. Long Range Planning, 30(3), 399-405.
Zapata, L. (2001). La Gestión del Conocimiento en Pequeñas Empresas de Tecnología de la Información: Una Investigación Exploratoria, Document de treball núm. 2001/8, DEE UAB.
Zhou, X., Xi, L. and Lee, J. (2009), “Opportunistic preventive maintenance scheduling for a multiunit series system based on dynamic programming”, International Journal of Production Economics, Vol. 118 No. 2, pp. 361-6.