
Estudio del flujo de la cadena de valor para una producción en la industria alimentaria
RESUMEN
Debido a la mala situación económica, las empresas se están viendo obligadas a reducir sus costes con el fin de poder mejorar sus beneficios. La presencia de cada vez más competencia, más variedad de productos y menos mercado hacen que las contribuciones marginales disminuyan y el volumen de ventas baje. En este artículo se presenta la metodología Lean, iniciada en el sector de la automoción y que poco a poco se abre hueco en otros campos (sector farmacéutico, electrónica, oficinas, cadena logística, sector servicios, etc.) y que se fundamenta en la eliminación de todo aquello que no genera valor para el consumidor, debido a que no lo pagará y lo considera un despilfarro. Sentadas las bases, el trabajo se inicia con un análisis de tareas, para identificar cuáles son las importantes y centrar el foco sobre ellas. Las que no aporten valor se deberán eliminar, reducir o combinar utilizando las herramientas Lean de forma estructurada.
Recibido: 12 de junio de 1014
Aceptado: 20 de febrero de 2015
Palabras clave
Lean, empresas, alimentación, economía, producción
ABSTRACT
Due to the economic downturn, companies are being forced to reduce costs in order to improve their profits. The presence of increasing competition, more variety of products and less market makes contribution margins decrease and lower sales volume. In this article Lean methodology is shown. It started in automotive sector, and gradually it is entering other fields (pharmaceutical sector, electronics, offices, supply chain, service sector, etc.) and it is based on eliminating anything that does not generate value for the consumer, because they will not pay what they consider wastage. Once the foundations are laid, the following step is a task analysis to identify which ones are the important and to focus on them. Those not adding value should be eliminated, reduced or combined using Lean tools in a structured way.
Received: June 12, 2014
Accepted: February 20, 2015
Keywords
Lean, companies, food, economy, production
Fundamento teórico
¿Qué es Lean?
Lean Management, Lean Manufacturing, Lean Production o simplemente Lean se puede definir como una herramienta, método o filosofía de trabajo que permite crear más valor para los clientes utilizando adecuadamente los recursos disponibles, definiendo la forma de mejora y optimización de un sistema de producción centrándose en identificar y eliminar los procesos innecesarios por los cuales el consumidor no está dispuesto a pagar.
Alguien tiene que convertir todas las actividades que se gestionan separadamente en flujos de valor de inicio a fin, así como encargarse del proceso de mejora futura. Sin embargo, no existe un método estándar o receta para convertir a una empresa en Lean.
Cada implementación responde a diferentes problemas o necesidades. Descubrir la causa raíz del problema permite plantearse las acciones adecuadas que ayuden a gestionar, trabajar o resolver la situación. Si se entendiese Lean como una metodología estándar y simple, los resultados que se pudieran obtener no serían sostenibles. (Jones, 2007)
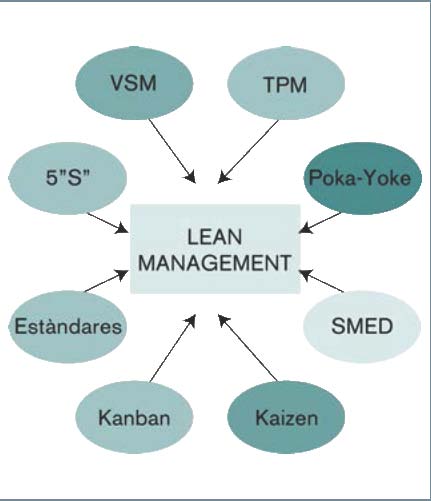
El Lean se materializa en la práctica a través de la aplicación de una amplia variedad de técnicas, como se muestran en la figura 1:
1. VSM (Value Stream Mapping) o mapa del flujo de valor. Es una herramienta que permite ver el flujo de material e información de cómo se fabrica el producto a través de la cadena de valor.
2. Las 5 S. Es la base de Lean y los fundamentos de un enfoque disciplinado del lugar de trabajo. Se basa en el orden y limpieza sostenidos en el tiempo.
3. Estandarización. Técnica que persigue la elaboración de instrucciones escritas o gráficas que muestren el mejor método para hacer las distintas operaciones.
4. Mantenimiento Productivo Total (TPM). Es una metodología que asegura mejoras rápidas y continuas en la manufactura al eliminar las pérdidas por tiempos de parada en los equipos.
5. Sistemas a prueba de errores (Poka Yoke). Proceso de mejora que previene de los fallos que puedan ocurrir; es un sistema antierrores.
6. Técnicas SMED (Single Minute Exchange of Die). Es un método utilizado para analizar y reducir significativamente el tiempo que se tarda en realizar un cambio de formato en una máquina.
7. Sistema de tarjetas Kanban. Sistema de control y programación sincronizada de la producción mediante tarjetas que indican cuándo es necesaria una pieza o un conjunto de ellas para el siguiente puesto en la cadena de fabricación.
8. Kaizen (cambio para mejorar). Más que una herramienta es una actitud que se debe tener ante la implantación de Lean que busca llegar a la perfección mediante la eliminación de actividades no necesarias.
Con el uso de estas herramientas, se pretende llegar a:
– Flujo continuo, sistema Pull (atraer): sistema de producción en el cual solo se produce bajo pedido del cliente y cuando él lo solicita.
– La sincronización entre Lead Time y Takt Time. Lead Time es el tiempo mínimo requerido para realizar un ciclo de una secuencia de trabajo con el fin de obtener la unidad de producto, mientras que el Takt Time es el tiempo requerido para hacer una unidad de producto de acuerdo con la demanda del cliente. Sincronizar ambos tiempos implicaría que solo se produce lo que se va a vender y el ritmo de venta.
Lean y el Sistema de Producción Toyota
El origen de toda esta revolución Lean está apoyado en el Sistema de Producción de Toyota (TPS), desarrollado en la década de 1950 por esta empresa automovilística. Este sistema, como la mayoría, surge a partir de la necesidad. Cuando la familia Toyoda decidió competir abiertamente en el sector del automóvil terminada la Segunda Guerra Mundial, se dio cuenta de que no podía hacerlo frente a las empresas norteamericanas que producían a bajos costes, gracias a la producción a gran escala en masa, con un gran despliegue de medios técnicos y fuertes inversiones y sin cambiar de formato dado que se producía básicamente un modelo de coche y en un solo color. El ejemplo más claro de esta industria era Ford, donde se fabricaban una gran cantidad de automóviles en serie que no se diferenciaban entre sí en nada (Hernández y Vizán, 2013).
Kiichiro Toyoda, que inició la producción de automóviles en 1933, ni podía producir en grandes cantidades, ni disponía del enorme capital que esta industria americana tenía invertido en equipamientos. Por tanto, solo quedaba una opción para la recién nacida Toyota: conseguir la misma eficiencia produciendo pequeñas cantidades y sin grandes inversiones. Pues bien, esto solo se conseguiría encontrando los costes improductivos del sistema a gran escala. Así es como se establecieron los principios que dieron lugar al modelo de gestión que desarrollaron y las herramientas del mismo, llegando a un sistema mucho más eficiente. Además, el método destaca de este sistema la involucración de las personas como un punto indispensable de la mejora continua.
El TPS se estableció a partir del concepto de «justo a tiempo» (Just in Time o JIT) en el que cada proceso produce solo lo que se necesita en la siguiente estación en un flujo continuo. Para que el sistema JIT funcione, todas las piezas que se hacen y suministran deben cumplir con los estándares de calidad concertada (Cuatrecasas, 2013).
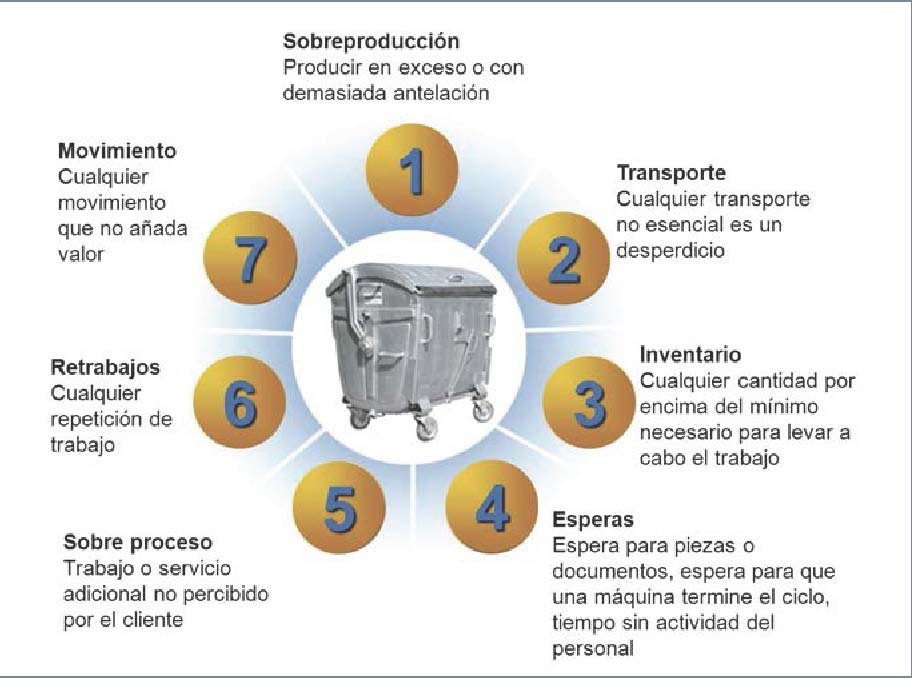
Los costes improductivos que eliminar dieron lugar al concepto de desperdicio o despilfarro (en inglés waste, en japonés muda), es decir, consumo de recursos que no aportan valor alguno al producto. Y estos desperdicios que se tratan de evitar de acuerdo con los principios del TPS son siete (figura 2).
A estos siete se le debe añadir un muda más: el humano. No utilizar todo el potencial de los trabajadores es un desperdicio. La creatividad y las ideas de los trabajadores pueden ser una vía para solucionar los problemas de la fábrica, e incluso puede llegar a ser la herramienta más efectiva.
Por tanto, la cultura Lean no es algo que empiece y acabe, sino algo que debe tratarse como una transformación gradual y firme en el pensamiento si se pretende que sea duradera y sostenible (Liker y Meier, 2006).

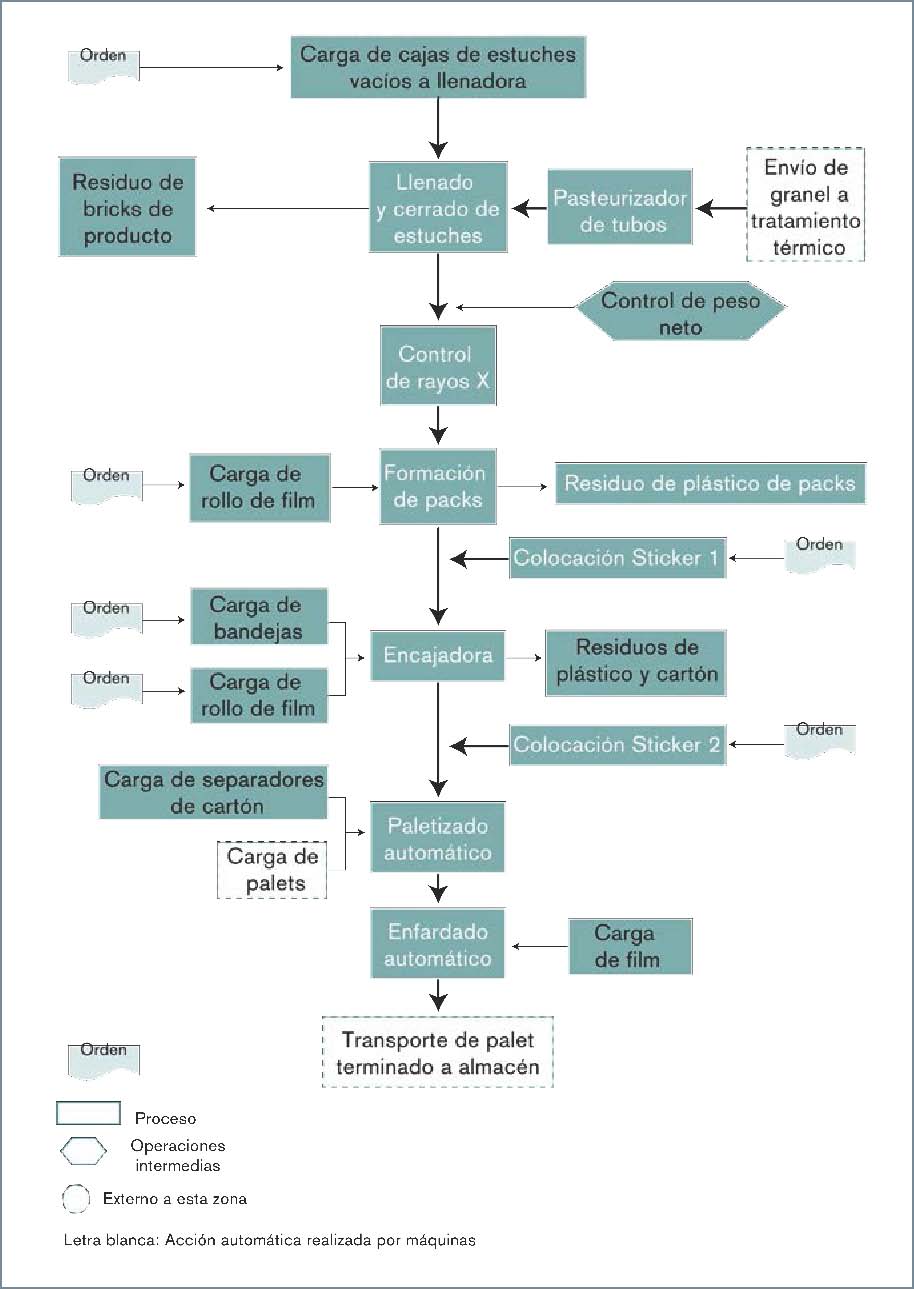
Figura 6. Ejemplo de diagrama del flujo de proceso en la línea llenadora de estuches de cartón.Fuente: Elaboración propia
Caso de estudio
Como ya se ha mencionado, la filosofía Lean surge en una industria automovilística. Por ello, puede sorprender que se vaya a aplicar a un sector tan diferente como lo es la industria alimentaria (empresa de producción de salsas de tomate).
Este proyecto se enmarca dentro de la filosofía de la organización como un pilar más para conseguir el objetivo del cero y que engloba seguridad, calidad, coste, servicio al cliente y medio ambiente.
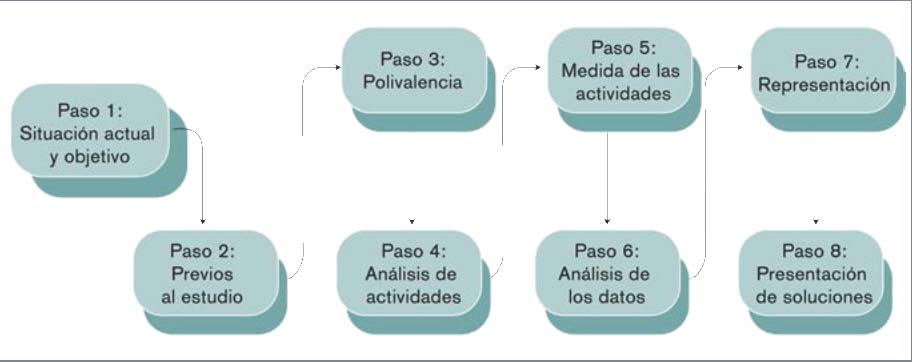
Los pasos de la metodología empleada se encuentran representados en la figura 3.
Con el fin de ilustrar mejor el método que se va a seguir, se pondrá como ejemplo una de las líneas de producción estudiadas en esta fábrica. La elección se realiza dada la simplicidad del proceso, con el objetivo de facilitar así la visualización en los ejemplos. Esta misma metodología se ha aplicado a un total de cinco líneas/zonas. Esta línea se denomina «línea llenadora de estuches de cartón» y es en la que se producen los estuches de cartón con distintas salsas de tomate, de 200g a 500g.
Paso 1: Situación actual y objetivo
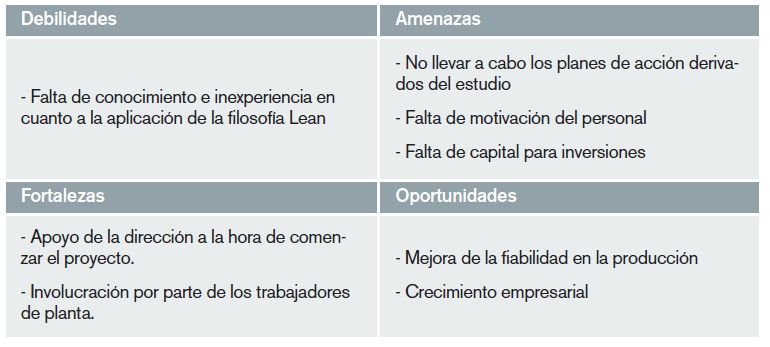
Antes de comenzar, se realiza un análisis DAFO (debilidades, amenazas, fortalezas y oportunidades), con el que se describe la situación previa al estudio en sí mismo.
El objetivo principal del estudio ha sido encontrar las actividades que suponen un desperdicio con el fin de reducirlas o eliminarlas, para así mejorar la fiabilidad de la fábrica como fin último dado que mejora el coste. Para llegar a esto, hay que examinar cada línea de producción en la propia fábrica y tratar con los operarios en su día a día.


Paso 2: Pasos previos al estudio
Esta filosofía implica un cambio de mentalidad frente a la producción por lotes o en masa, puede que no resulte tan claro en un principio y por eso se hace necesario un aprendizaje teórico y práctico. Es esencial cómo se comunica a los trabajadores para ganar su colaboración y que no lo vean como algo que les supondrá una mayor carga de trabajo, sino todo lo contrario.
Paso 3: Polivalencia de las personas
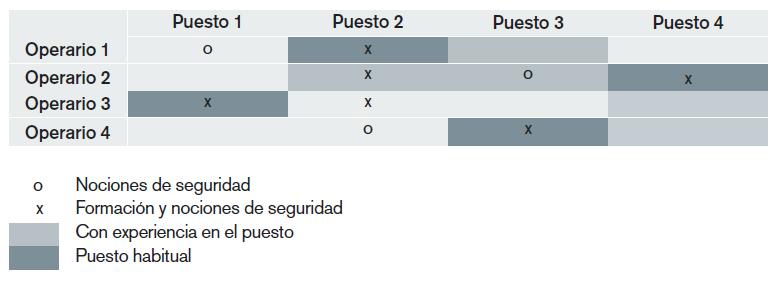
Para atacar el desperdicio relacionado con el factor humano, inicialmente se elaboró una matriz en la que se disponían los distintos trabajadores frente a los distintos puestos. En esta matriz se representaban varios puntos: la formación de cada trabajador en cada puesto, el puesto actual que ocupaban y los puestos en los que había estado y la formación reglada en seguridad laboral de que disponían. La matriz que se dispuso fue parecida a la de la figura 5, en la que mediante símbolos y colores se puede ver de manera visual y bastante simple dónde puede trabajar cualquier operario y dónde no.
La matriz tiene varias funciones: por un lado permite ver si existe algún operario que esté trabajando en algún puesto sin tener los conocimientos necesarios y, por otro lado, muestra las posibilidades de formación y capacitación de los distintos trabajadores, con el fin de que sean polivalentes.
Paso 4: Análisis de actividades
El siguiente paso que se dio fue el de recoger los datos necesarios en la fábrica mediante la observación. La idea principal es conocer qué tareas se realizan en cada puesto y cómo se realizan. El objeto de esto es poder crear un diagrama que reúna todas las operaciones organizadas por secciones/líneas. En la figura 6 se tiene como ejemplo el diagrama de la línea de producción de estuches de cartón: En la figura 6 se representan las acciones principales que se llevan a cabo en el proceso. Estas acciones se dividirán, a su vez, en otras subtareas que deberán tenerse en cuenta más adelante. Como se observa, las acciones se dividen en operarios por colores y se incluye alguna operación intermedia que es importante resaltar. Con el total de acciones que se han observado, se elabora un esquema que complemente al diagrama anterior (figura 7).
Paso 5: Medida de las actividades
Es esencial medir las distancias recorridas y el tiempo que se tarda en hacer cada tarea para posteriormente priorizar en la eliminación de la misma si procede tras su análisis. Otro desperdicio que estudiar son los reprocesamientos y paradas no programadas. Que una máquina genere muchos productos defectuosos y/o tenga muchas paradas imprevistas es síntoma de que algo no funciona bien. Estos problemas no se detectan hasta que alguien se fija, puesto que los operarios lo ven como algo normal y pocas veces quedan registrados, especialmente cuando son microparadas. Los defectos obligan a consumir recursos de algo que ya los había consumido (tabla 1).
Paso 6: Análisis de los datos
Conocidos todos los datos sobre las distintas actividades en fábrica, ahora se debe diferenciar entre las que aportan valor y las que no. Se entiende como acciones que aportan valor aquellas tareas que modifican el producto de alguna forma y por las que el cliente está dispuesto a pagar.
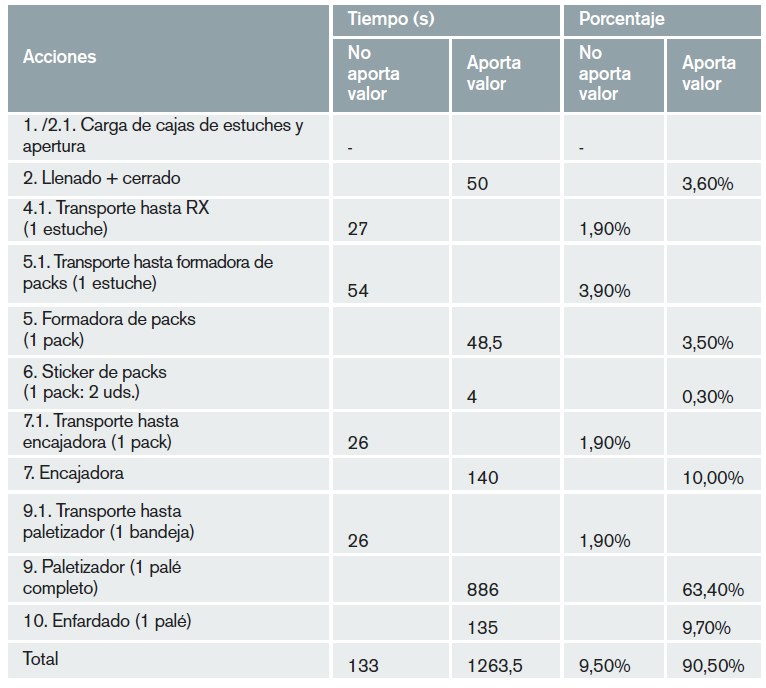
Paso 7: Representación de los datos
Una vez diferenciadas las actividades, se procede a su representación en una tabla en que se vean claramente las que aportan y las que no, con sus tiempos correspondientes. Una vez se hace esto, se suman las aportaciones a cada grupo y de ahí se obtendrá el total y, consecuentemente, el porcentaje de tiempo que está aportando valor al producto. En el caso estudiado se diferenciaron dos tipos de tabla: la primera representa el flujo del producto directamente, es decir, son las actividades principales (llenado, formadora de packs, etc.) y en la segunda tabla se representan las actividades que tienen lugar en paralelo a esta línea y son secundarias (como son todos los transportes de productos necesarios en la línea: cartones, film y demás). En primer lugar se tienen las actividades principales:
La tabla 1 se complementa con las actividades que tienen lugar en paralelo a estas principales y de las cuales, ninguna aporta un valor al producto final (tabla 2).
Como se puede ver, la tabla 2 está compuesta prácticamente por transportes de material de un lugar a otro y por la carga de este material a las distintas máquinas. De ambas tablas se observa que existen acciones que no tienen medida y que en el caso de la tabla 2, se ha estimado el transporte desde almacén de cartones, etiquetas y estuches. Este dato se aproxima (a 60 segundos) a partir de las observaciones de los movimientos de carretilleros y de otras medidas que sean parecidas como el transporte final de producto a almacén.
Sumando ambas tablas, se obtienen el total de tiempos que se está aportando y no aportando valor. En este caso, las que aportan y las que no aportan están igualadas (tabla 3).
En conjunto, de todas las líneas analizadas en el trabajo realizado en la fábrica (un total de 5), las actividades que aportan valor no superan el 30% del total identificado, por lo que existe un potencial de mejora del 70%.
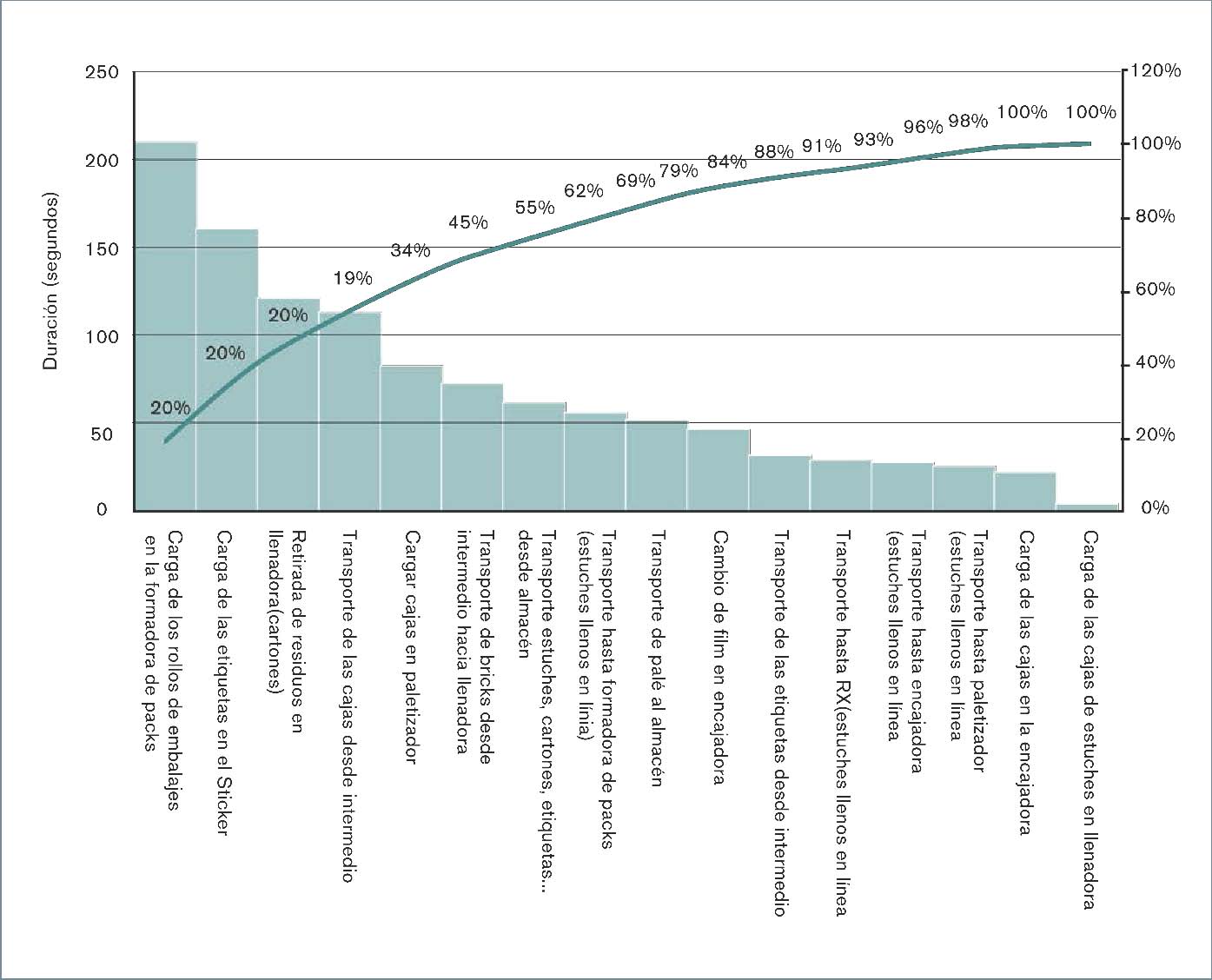
El siguiente paso es diferenciar las actividades sobre las que se debe actuar preferentemente. Para ello, una forma fácil de resaltar las acciones que más tiempo consumen es elaborar un diagrama de Pareto. En él se podrán ver dónde se tienen las mayores pérdidas (figura 8).
En este gráfico se puede ver cómo las actividades relacionadas con carga de rollos en la formadora de packs, carga de etiquetas en el sticker, retirada de residuos y el transporte de cajas son las tareas que engloban el mayor tiempo (55%), por lo que se debería actuar sobre ellas preferentemente.
Otro punto destacable en estas acciones que no aportan valor es la diferencia entre aquellas que se pueden reducir o eliminar y aquellas que no se pueden tratar porque son necesarias. Como ejemplo, la última acción de carga de cajas de estuches en llenadora, aunque es una acción que no aporta valor, ya está simplificada al máximo y no se puede reducir.
También se deberán destacar las acciones que suponen pérdidas en cuanto a distancias, reprocesados o paradas no programadas, las cuales generan un coste improductivo que valorar en la fabricación. En este caso, por ejemplo, se destacaría la identificación de los palets de producto terminado antes de su transporte a almacén con un sticker EAN, que supone subir y bajar unas escaleras cada 15 minutos aproximadamente. Esto hará un total de metros a lo largo de un turno de producción que deberían reducirse.
Paso 8: Presentación de soluciones
Tras analizar los resultados, se identificarán las acciones sobre las que actuar. Se debe recordar que el propósito de este estudio es reducir o eliminar las actividades que no aportan valor en la fabricación del producto. Para ello, se aplicarán las técnicas descritas en la figura 1. Puede que ya se disponga de alguna propuesta para alguna tarea, surgida de la simple observación o de hablar con los operarios del puesto. Además, habrá tareas que simplemente no se puedan reducir y otras de las que no se tiene el suficiente conocimiento para mejorarlas.
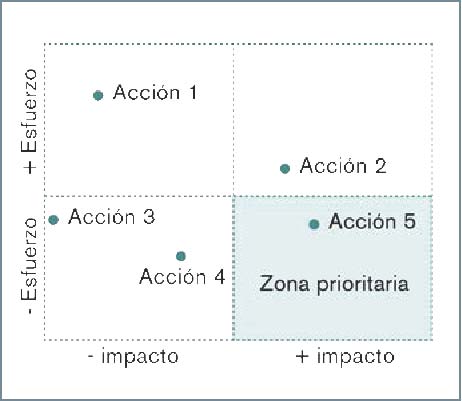
Con las mejoras propuestas, ya solo queda plantear, aprobar, pedir ofertas y priorizar las ideas que han surgido a lo largo del estudio mediante una matriz esfuerzo-impacto como la representada en la figura 9, seleccionando inicialmente aquellas que mayor impacto tengan y menor esfuerzo suponga.
Conclusiones
La minimización de procesos ineficaces y la mejora del flujo de producción no son más que el primer paso para adentrarse en esta filosofía e incrementar los beneficios de la organización. Establecer un método para iniciarse en el proceso de mejora continua permite tener un punto de partida en el que asentarse.
Esta metodología será válida para cualquier ámbito de aplicación, puesto que las ideas que contiene de fondo lo son y se pueden poner en práctica en cualquier momento. Como es lógico, donde se encontrará variabilidad será en los datos obtenidos y en la forma de actuar sobre ellos, y la parte más compleja es la aplicación de las herramientas Lean a cada caso o proyecto.
Por último, hay que destacar que el pensamiento Lean es una herramienta cada vez más extendida que permite disminuir costes mediante la reducción de actividades improductivas en la fabricación de diferentes sectores, incluido el alimentario.
Bibliografía
Cuatrecasas, Lluís (2013). Instituto Lean Management Asociación. Lean Global Network. Artículos de Lluís Cuatrecasas, presidente del Instituto Lean Management de España (ILM). Disponibles en: www.mylean.org. (Consultado en mayo de 2014.)
Hernández Matías, JC.; Vizán Idoipe, A. (2013). Lean Manufacturing: Conceptos, Técnicas e Implantación. Madrid: Escuela de Organización Industrial. ISBN 978-84-15061-40-3.
Jones, Daniel (2007). Artículos publicados en el Instituto Lean Management Asociación, Lean Global Network. Disponibles en: www.mylean.org (Consultado en mayo de 2014.)
Liker, J.; Meier D. (2006). The Toyota Way Fieldbook: A Practical Guide for Implementing Toyota’s 4Ps. McGraw-Hill. ISBN: 0-07-144893-4.
Womack, James P.; Jones, Daniel T. (2003). Lean Thinking. New York: Free Press. ISBN 074-324927-5
Yagüe, José Manuel (2011). Principios del Lean Manufacturing. IEDGE: The European Business School. Disponible en http://blog.iedge.eu/direccion-operaciones/operacion-produccion/jose-manuel-yagueprincipios-del-lean-manufacturing/ (Consultado en mayo de 2014.)
Autores del artículo:
Emilio José García Vílchez
E-mail: em*******@***il.com. Ingeniero técnico industrial en química. Ingeniero en organización industrial por la Escuela de Ingenierías Industriales de Valladolid. Doctor en ingeniería industrial por la Universidad de Valladolid. Máster en Ingeniería de la Calidad, Logística Integral y Prevención de Riesgos Laborales.
Jonatan Ruiz-Calero Prada
E-mail: jr******@*****ok.es. Ingeniero químico por la Universidad de Extremadura, Máster en Organización Industrial y Gestión de Empresas por la Universidad de Sevilla. Doctorando en Ingeniería Mecánica y de Organización Industrial por la Universidad de Sevilla.