
Metodología y consideraciones para el cambio de útiles de producción
Methodology and considerations for setup operations in production
RESUMEN
El diseño de las máquinas o de las líneas de producción, que siempre se ha considerado desde un punto de vista productivo buscando altas eficiencias en la producción, aún se resiste a incluir la necesidad que tienen las empresas de poder elaborar, en un mismo equipo, diferentes productos, lo cual hace que los tiempos de cambio de útiles sean largos, aumentando con ello el coste de producción y maximizando el tamaño del lote de producción.
El artículo propone un grupo de elementos que considerar en el diseño de las máquinas y líneas de producción, para minimizar el tiempo de cambio de útiles, aumentar la seguridad del proceso y reducir el tamaño del lote con el fin de adaptarse a la demanda del mercado.
Recibido: 18 de julio de 2013
Aceptado: 2 de febrero de 2014
Palabras clave
industria, producción, gestión de procesos, productividad, eficiencia
ABSTRACT
The design of machines or production lines has always considered its efficiency as the more important parameter to be considered, and it still refuses to contemplate the need of elaborating different products in the same machines, which maximizes the production time of setup operations, increasing the production global cost and increasing the production lot size.
This paper proposes a group of elements to be considered in the machine design and production lines to reduce the time of setup process, to increase the safety of the process and to reduce the lot size to adapt to the market demand.
Received: July 18, 2013
Accepted: February 2, 2014
Keywords
industry, production, process management, productivity, efficiency
Introducción
El cambio de útiles es una actividad que se realiza en todo proceso productivo y que permite preparar las máquinas para poder fabricar o elaborar en ellas productos diferentes. Este proceso, muy habitual desde siempre en toda actividad productiva, ha adquirido gran relevancia debido a la disminución del tamaño de los lotes de producción a la que se ve abocado todo proceso industrial al disminuir la demanda de sus productos.
Uno de esos procesos de producción se conoce como cambio de útiles y se refiere al conjunto de operaciones que son necesarias para preparar las máquinas y los medios de producción para poder elaborar en ellos un producto diferente del que ya estaban realizando.
El cambio de útiles implica un conjunto de operaciones de intercambio de piezas que se realiza en las máquinas para adaptarlas a las características físico-químicas del nuevo producto que se va a procesar en las mismas. El tiempo de realización del cambio permite establecer el grado de flexibilidad del sistema productivo de la empresa y su coste repercute en el del producto.
El modelo SMED (Single Minute Exchange of Die) de mejora de cambio de útiles propuesto por Shigeo Shingo (Shingo, 1990), divide las operaciones que realizar en un cambio de útiles en operaciones internas (operaciones que se realizan con las máquinas paradas) y operaciones externas (que se realizan con las máquinas en fase productiva).
Sin embargo, la normativa de seguridad de máquinas impide que el acceso a elementos móviles en ellas se lleve a cabo mientras estos elementos estén en movimiento. Esto motiva que no se pueda acceder a la máquina para llevar a cabo operaciones de intercambio de piezas mientras esta esté en marcha. Para ello es necesario parar las máquinas. Y son ello, aumenta el coste del proceso y repercute también en el coste del producto. En consecuencia, el proceso productivo está perdiendo competitividad.
El cambio de útiles no solo implica cambio depiezasenlasmáquinas, sino que, además, obliga a que los trabajadores tengan que estar continuamente cambiando de herramientas con las que poder retirar las piezas, ya usadas, de las máquinas y utilizar otras herramientas para colocar las piezas nuevas (Martínez, 1988). Esto está motivado por la escasa importancia que se le da al cambio de útiles en la etapa de diseño de las máquinas y de las piezas.
En este artículo se presenta un conjunto de pautas que considerar en la fase de diseño de máquinas o líneas de producción; para que dichas máquinas salgan al mercado, no solo pensando en una mayor eficiencia en la producción, sino también que sean más flexibles y competitivas ya que, en ellas, se podrá realizar el cambio de útiles con el menor coste y de forma rápida y segura.
Objetivos del cambio de útiles
Las máquinas y líneas de producción, por regla general, se diseñan para elaborar productos bajo estándares de bajo coste y alta eficiencia. En la etapa de diseño se suele tener en cuenta que en máquinas pueden procesarse diferentes productos. Sin embargo, no se suele tener en consideración la realización de los cambios de útiles desde la óptica del coste óptimo y mínimo tiempo de realización. También es verdad que las cada vez más estrictas normas de seguridad dificultan el acceso a las máquinas, lo que obliga a detenerlas en caso de querer llegar a acceder a sus elementos internos y dificulta la realización de las operaciones internas definidas por Shigeo Shingo.
Todo esto hace que sea necesario que en el diseño de máquinas y líneas de producción se tenga en cuenta que la empresa que las va a utilizar tiene que elaborar en ellas diferentes productos, y los cambios de útiles pertinentes ha de realizarlos lo más rápido posible y con el mínimo coste.
El cambio de útiles es un proceso que, en general, está configurado por el siguiente grupo de operaciones:
– Traslado de piezas desde el lugar de almacenamiento a la máquina donde se van a utilizar.
– Retirada de las piezas que había en la máquina, para elaborar el producto que estaba procesando.
– Colocación de las nuevas piezas en la máquina, para procesar el nuevo producto.
– Ajustar las piezas en la máquina para garantizar su correcto funcionamiento.
– Ajustar la máquina conforme a las nuevas características físico-químicas del nuevo producto que se va a elaborar.
– Llevar las piezas retiradas de la máquina a su lugar de almacenamiento. En algunos casos se inspeccionarán y se limpiarán antes de depositarlas en el almacén para que luego estén listas cuando sean necesarias.
Las variables más relevantes que condicionan el desarrollo del cambio de útiles de forma rápida y eficiente son:
– El diseño de la máquina en el que se realizará el cambio de útiles.
– Los operarios que intervienen en el proceso de cambio de útiles.
– Los productos a procesar.
– La organización del proceso de cambio de útiles.
– Los elementos de seguridad en las máquinas.
El diseño enfocado hacia el cambio de útiles no solo ha de tener en consideración las máquinas, sino también las piezas que se van a utilizar para los diferentes productos, así como las formas de fijación de las piezas a las máquinas y el uso adecuado de herramientas para la fijación de las piezas.
Metodologíaparaeldiseño de útiles
Una máquina, desde el punto de vista de un cambio de útiles, se divide en dos partes importantes: una parte fija y una parte cambiable. La parte fija la componen los elementos que no se van a tocar durante el cambio de útiles, pero la parte cambiable es aquella a la que se accede para modificar o retirar y colocar los elementos necesarios para procesar el nuevo producto.
En la etapa de diseño de una máquina y desde el punto de vista de un cambio de útiles, es importante conocer toda la gama de productos que se pueden elaborar en ella, así no solo se diseñará una máquina para elevados ritmos de producción, sino también para que pueda elaborar productos diversos y de diferentes formatos, retrasando su obsolescencia. De ahí la conveniencia de que el diseño sea una etapa en la que participen también los usuarios de ella, quienes informarán al diseñador de sus formatos y de los elementos que intercambiar durante el cambio de útiles (Echepare, 1997). Por ello el conocimiento del usuario debe de ser tenido en cuenta por el diseñador de la máquina, que le informará de las características físico-químicas de sus productos y, por extensión, de las piezas que va a intercambiar,
El conocimiento que el usuario puede suministrar al diseñador sobre las piezas de la máquina que van a ser intercambiadas o modificadas durante un proceso de cambio de útiles, y el diseño de una máquina enfocado, también al desarrollo de un cambio rápido de útiles, va a retrasar la obsolescencia de la máquina y, además, va a generar una unidad de producción flexible y competitiva (Hartley, 1994). Esta concurrencia de información en la fase de diseño supondrá para el futuro usuario:
– Un ahorro en inversiones que le permitiría dedicar capital de la empresa a la compra de otras máquinas que se adapten a otros procesos productivos de la fábrica.
– Un alargamiento del ciclo de vida de esa máquina, gracias a su fácil adaptabilidad a los formatos que exige el mercado, retrasando con ello su obsolescencia.
– Un menor coste del proceso de cambio de útiles, que pone a la empresa en una mejor situación de competitividad.
– Tener una máquina flexible a los cambios de útiles supone menor desembolso de dinero ante futuros formatos.
– Una posicióncompetitiva enelmercado.
– Una mayor productividad.
Una vez que el diseñador dispone de toda la información, el primer punto por resolver en la etapa de diseño de máquinas, enfocado a un rápido cambio de útiles, es el acceso a esas partes cambiables de las máquinas. Este acceso debe ser fácil y sin obligar a adoptar posturas forzadas a los trabajadores y, por supuesto, respetando la normativa de seguridad de máquinas en función de su nivel de riesgo.
El segundo punto que debe considerar el diseñador es la forma y tamaño de las piezas que intercambiar, pues en el caso de piezas pesadas y de gran volumen es compleja su manipulación, y en algunos casos se requiere de polipastos para su izado y desplazamiento. Por ello, el diseñador se planteará si esa pieza puede dividirse de forma que una parte sea fija y la otra, más manejable, sea móvil. También, en el caso de piezas pequeñas, y cuyas posiciones en la máquina son próximas, se ha de pensar en la posibilidad de que puedan ser retiradas y/o colocadas formando una única pieza.
El tercer punto que el diseñador debe considerar es el modo de fijación de esos elementos móviles. Shigeo Shingo ya avisaba de la importancia que tiene el que, en el cambio de útiles, se recurra siempre a la excesiva longitud de los pernos para sujetar piezas. El diseñador debe plantearse la necesidad de que la sujeción se pueda realizar con elementos que no sean pernos, pudiendo utilizarse otro tipo (Otto, 1991). También en el caso de que sea necesario el uso de dichos pernos, el diseñador debe plantearse el conjunto de la máquina y no utilizar pernos que requieran diferentes tipos de herramientas para fijarlos (Romagosa, 1989). Con ello minimizamos el tiempo que el trabajador invierte en la localización de la herramienta adecuada para fijar la pieza a la máquina.
El cuarto punto que tiene que considerar el diseñador son las operaciones de ajustes. En esta fase del diseño es fundamental la información que pueda recibir del futuro usuario, que le informará de los tamaños y de las propiedades físico-químicas del producto, dándole información sobre el momento en que se realizan las operaciones de ajustes. Estas operaciones pueden ser causadas por la aproximación de piezas o por la adaptación de la máquina a las características del producto que se va a procesar. La colocación en las máquinas de reglas graduadas sobre la que se desplazan y luego fijan las piezas intercambiables minimizan los tiempos de ajustes durante el cambio de útiles.
Consideraciones en el diseño de las piezas de intercambio en el cambio de útiles
Durante la realización de un cambio de útiles, el operario debe utilizar diferentes tipos de herramientas para poder retirar, colocar y fijar las piezas a las máquinas. Estas herramientas son transportadas por el trabajador a la máquina en la caja de herramientas. Cada vez que tiene que retirar una pieza de la máquina debe buscar en la caja de herramientas aquella que sea adecuada para poder desligar la pieza de la máquina, luego dejar la herramienta en la caja y cuando vaya a colocar otra pieza en la máquina, debe buscar en la caja otra herramienta que le permitirá fijar la pieza (Vizán, 1988).
El tiempo que suele emplearse en la búsqueda de la herramienta depende del número de herramientas de la caja y del lugar donde el operario haya dejado la caja. En principio, no parece un tiempo considerable. Sin embargo, cuando el número de piezas que hay que retirar y colocar en la máquina es elevado, este tiempo puede ser relativamente importante. Por ello, en el diseño de las máquinas y de las piezas que intercambiar deben buscarse elementos de unión piezamáquina similares en toda la máquina para no tener que utilizar diferentes herramientas.
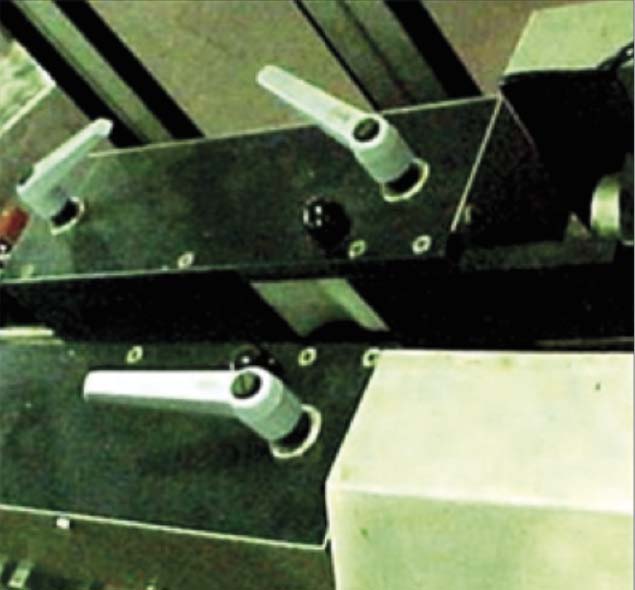
No obstante, la mejor opción para realizar un cambio rápido de útiles pasa por no utilizar herramientas para fijar las piezas a las máquinas. Por ello, elementos de fijación manuales (figura 1) es lo más adecuado para no tener que utilizar herramientas.
Los ajustes
Una de las operaciones más comunes durante la realización de un cambio de útiles son los ajustes en las máquinas. Los ajustes son una de las causas principales de los elevados tiempos de realización de los cambio de útiles. Estos ajustes se realizan para lograr el adecuado funcionamiento de las máquinas y pueden considerarse de dos tipos:
– Ajustes de colocación de piezas. Tienen lugar durante la colocación de los útiles en la máquina. Durante estos ajustes se realizan operaciones de rectificación de la posición de las piezas en la máquina. Si esta tiene varias piezas que intercambiar, las operaciones de ajustes se van realizando a medida que se coloca cada una de las piezas.
– Ajustes de funcionamiento de las máquinas. Una vez colocadas todas las piezas en la máquina se realiza un ajuste de funcionamiento de la máquina con todas las piezas en su posición.
La persona que realiza el cambio de útiles es una de las principales causas del origen de los ajustes en las máquinas. Por ello, y con objeto de minimizar esta influencia, se debe protocolizar el proceso de cambio de útiles para condicionar las operaciones que vaya a realizar. Sin embargo, hay elementos que se deben considerar en la fase de diseño para evitar o minimizar el efecto de los ajustes. Uno de ellos, indicados en el apartado anterior, es el diseño de las piezas de modo que corrijan ellas las distancias que mover en alguna parte de las máquinas. Otra forma sería colocando en las máquinas reglas graduadas, topes u otros elementos que indiquen la ubicación de las piezas en la máquina.
Conclusiones
El cambio de útiles es un proceso crucial en muchas empresas, ya que les permite estar presentes en el mercado con diferentes productos, sin necesidad de invertir gran cantidad de dinero en nuevas máquinas para su elaboración. La realización del cambio de útiles también está sujeta a criterios de costes, eficiencia y seguridad igual que cualquier otro proceso productivo, de ahí que un cambio de útiles realizado de forma rápida y eficiente minimice los costes de producción y maximice la eficiencia que las empresas puedan obtener de sus medios de producción.
La minimización del coste del cambio de útiles y, en consecuencia, la maximización del aprovechamiento de los medios de producción depende, en gran medida, de que el diseño de las máquinas se haga no solo considerando la velocidad de producción, sino también la necesidad de realizar un cambio rápido de útiles. Por ello, es importante que los diseñadores de máquinas tengan la información y los criterios que considerar, para diseñar una máquina en la que se pueda realizar el cambio de útiles de forma rápida y con el mínimo coste.
La información la va a obtener si mantiene una adecuada vía de información con el usuario de la máquina. Este le podrá comunicar los diferentes formatos que su empresa tiene en el mercado, así como sus características físicas y químicas. El diseñador también puede recibir información de los elementos de las máquinas que va a necesitar cambiar, para adaptar la máquina al producto que va a procesar. Estos elementos son:
– Los elementos intercambiables deben estar al alcance de los trabajadores de forma que no tengan que realizar posturas forzadas.
– Los elementos de fijación de las piezas intercambiables a las máquinas deben de realizarse, a ser posible, sin herramientas. Pero de ser necesarias, se deben fijar todas las piezas de la máquina con la misma herramienta. Cuando sea necesario utilizar pernos, se debe evaluar la necesidad de la longitud de los mismos o, por lo menos, minimizar la parte de roscado de estos.
– Los elementos que cambiar en las máquinas deben poder manejarse con facilidad, sin necesidad de recurrir a elementos de izado y transporte.
Bibliografía
Echepare R, Esteban D (1997). Ingeniería Concurrente en la producción de máquinas-herramienta. Metodologías. IMHE. Septiembre, 102-112.
Hartley JR (1994). Ingeniería concurrente. TGP-Hoshin. Madrid. ISBN 84-87022-13-8
Martínez Sánchez A (1988). Cambio rápido de herramientas: el arte de lo sencillo. Novamáquina. 142, 109-112.
Otto W, Panzert (1991). Diseño de un dispositivo para fijación de útiles. Novamáquina. 179, 117-119.
Rodríguez Méndez M (2003). El proceso de cambio de útiles. La flexibilidad de una fábrica. FC Editorial. Madrid. ISBN 84-96169-04-9.
Romagosa A (1989). Utillajes y sistemas de fijación. Novamáquina. 149, 149-159.
Shingo S (1990). Una revolución en la producción: El sistema SMED. Madrid. TGP Tecnologías de Gerencia y Producción, S.A. ISBN 84-87022-02-2.
Vizán A (1988). Codificación, identificación y reglaje de herramientas. Novamáquina. 142, 101-104.