Fiabilidad de las tecnologías de ensamblado electrónico sin plomo
RESUMEN
En la fase de soldadura de los procesos de ensamblado electrónico, montaje y soldadura, la normativa RoHS (Restriction of Hazardous Substances in electrical and electronic equipment) no permite emplear aleaciones con plomo. Las soluciones alternativas al ensamblado sin plomo extraídas de nuestra línea de investigación incluyen: utilización de nuevos materiales (aleaciones sin plomo y polímeros conductores) y tecnologías de procesado adaptadas. Estos materiales y tecnologías emergentes presentan ciertas ventajas, pero también algunos inconvenientes como los efectos de electromigración que dan lugar a los mecanismos de fallo por cortocircuito (cc) y circuito abierto (ca) de las interconexiones. Una de las prestaciones que hay que tener en cuenta es la funcionalidad del producto durante un tiempo del ciclo de vida, es decir, la fiabilidad. El objeto de este trabajo es dar a conocer los resultados extraídos de los ensayos realizados con varias aleaciones sin plomo para que esta información pueda contribuir a su mejor conocimiento y aplicación por parte de los usuarios del sector.
Recibido: 31 de marzo de 2011
Aceptado: 16 de mayo de 2012
Palabras clave
Aleaciones, electromigración, soldadura, fiabilidad, soldadura sin plomo
ABSTRACT
In phase soldering electronic assembly processes the RoHS (Restriction of Hazardous Substances in electrical and electronic equipment) cannot use leaded alloys.
Other alternatives to lead-free assembly drawn from our research include: use of new materials (lead-free alloys and conductive polymers) and processing technologies adapted. These materials and emerging technologies have certain advantages but also some disadvantages as, for example, electromigration effects that lead to short-circuit failure mechanisms (cc) and open circuit (ca) interconnections. One of the benefits to consider is the functionality of the product for a longer life cycle, defined by its reliability. The purpose of this paper is to present the results of tests taken with several lead-free alloys for this information can contribute to better understanding and implementation by business users.
Received: March 31, 2011
Accepted: May 16, 2012
Keywords
Alloys, electromigration, reliability, solder, lead-free solder
En los últimos años, el plomo (Pb), un metal pesado, dañino para el cuerpo humano, ha sido utilizado masivamente en la industria. En el año 1990 ya se hizo un primer intento para la introducción de un anteproyecto de ley reguladora del plomo, con la oposición de la industria, debido, básicamente, a la inexistencia de un material alternativo. Como resultado, el proyecto de ley fue rechazado. El uso del Pb tiene un periodo de vida corto. Hasta ahora era uno de los componentes de las aleaciones binarias utilizadas en diversos sectores de la industria, entre ellos la industria electrónica, en el que se ha venido aplicando en el ensamblado electrónico (montaje + soldadura) con ciertas limitaciones determinadas por sus ventajas e inconvenientes. Entre las primeras se pueden citar: técnica clásica, bien conocida y contrastada, precio estable (488 $/T) y línea de ensamblado normalizada. Entre los inconvenientes destacan los ecológicos y ambientales: es un metal pesado, peligroso para la salud (saturnismo). El saturnismo es un término derivado de la antigua denominación griega del Pb (Saturno) que origina una enfermedad profesional provocada por la intoxicación del Pb y sus sales. El Pb se transmite rápidamente al medio ambiente formando COPb soluble en líquidos con pH < 7 (ácidos), como son el agua de lluvia y los terrenos ácidos. Los síntomas de envenenamiento agudo dependen del tiempo y la cantidad de exposición pasando por las siguientes fases: sed intensa, cólicos, sudor frío, parálisis periférica y convulsiones. El envenenamiento crónico cursa según la siguiente secuencia de fases: anemia intensa, pulso débil, deformaciones articulares, accidentes nerviosos, convulsiones, delirios y final fatal después de una larga agonía. Todo esto hace necesaria su prohibición. Actualmente, la UE se está esforzando en regular el uso del plomo, bajo prohibición, debido a la conservación medioambiental y la promoción de reciclado. La directiva de la UE UE WEEE (10-05-2000) prohíbe la soldadura con Pb a partir del 1 de enero de 2007. Según la Directiva 1999/1UE, antes del 31 de octubre de 2005, todas las líneas de ensamblado deben estar adaptadas para reducir las emisiones de compuestos orgánicos volátiles (VOC). Las legislaciones al respecto en lugares como Japón, Europa y EE UU etc., recogen la normativa con las limitaciones y fechas de caducidad para el empleo del Pb. En Japón, según decreto de reciclaje en el empleo nacional de material eléctrico, el estaño y el plomo han de reciclarse. El uso particularmente del plomo está controlado severamente por la ley de disposición de desechos y limpieza pública y otras regulaciones similares.
Con frecuencia, aparecen en los medios de difusión pública y en los especializados noticias informativas en los que se recoge la inquietud sobre este tema:
“El plomo, un veneno para el desarrollo mental”. La OMS advierte de que 120 millones de personas están expuestas a la intoxicación por este metal (El País, 27 de abril de 2004).
“El plomo afecta al desarrollo cerebral de los niños de Europa, dice la OMS” (Abc, 27 de marzo de 2004).
En el proceso de ensamblado la soldadura sin Pb, para resolver el impacto medioambiental negativo del mismo, plantea incertidumbre y genera algunos problemas y cuestiones relativas a los materiales y procesos que utilizar, respecto a los convencionales con Pb:
¿Qué materiales alternativos hay que emplear?
¿Qué disponibilidad y precios tienen los nuevos materiales?
¿Se necesitará que el personal haga reingeniería y/o formación continua?
¿Hay que hacer cambios en los ciclos térmicos y serigrafía de las líneas de ensamblado actuales?
¿Las temperaturas de refusión (re-flow) de las aleaciones sin Pb son compatibles con los componentes semiconductores?
¿Los ensamblados presentarán las mismas prestaciones en los distintos ambientes de funcionamiento?
¿Qué mecanismos de fallos se pueden generar?
¿Cuál es la fiabilidad de los ensamblados sin Pb?
Las respuestas a algunas cuestiones se pueden ver en los siguientes apartados.
Aleaciones y tecnologías alternativas
Los diagramas de estado pueden simularse con herramientas SW, como SW MTDATA, TERMO-CALC y otros, objeto de otro artículo.
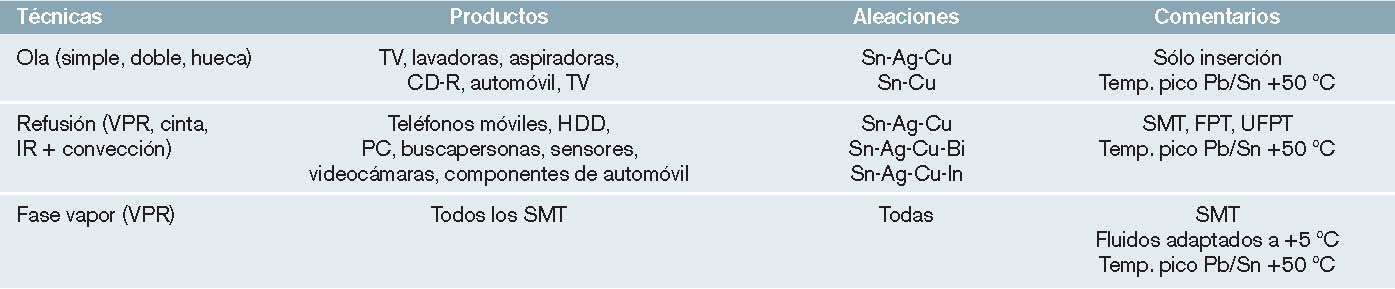
Del diagrama binario Sn63/Pb37 se puede deducir, para el punto eutéctico (del griego εμτεχια (que funde bien, es decir, la temperatura más baja de solidificación o de fusión), una temperatura de fusión de 183 ºC que, comparada con las de las aleaciones sombreadas de la tabla 1, determinan temperaturas de refusión (reflow) de +50 ºC respecto a las aleaciones con Pb. Esta diferencia puede afectar a los componentes semiconductores que ensamblar.
Ensayos acelerados
Este trabajo es el resultado de varios años de investigación durante los cuales se han buscado materiales y tecnologías alternativas al ensamblado sin Pb. Primero en un laboratorio virtual simulando mediante software cómo los paquetes de SW MTDATA, TERMO-CALC y otros, las aleaciones alternativas binarias y de más de dos componentes para luego mediante un análisis riguroso ver la incidencia y, en su caso, las modificaciones que introducir en las líneas de ensamblado convencionales.
En una segunda fase la investigación se llevó a cabo en un laboratorio real. En él se han caracterizado diversas aleaciones metálicas y materiales conductores de base polímera con carga metálica (plastrónicos) alternativos al Pb.
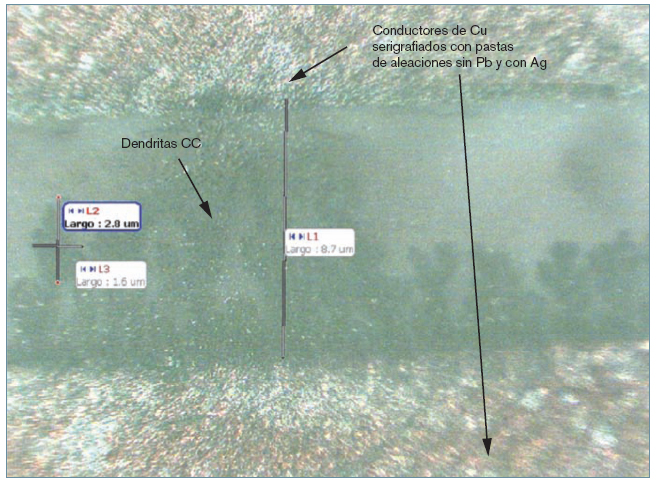
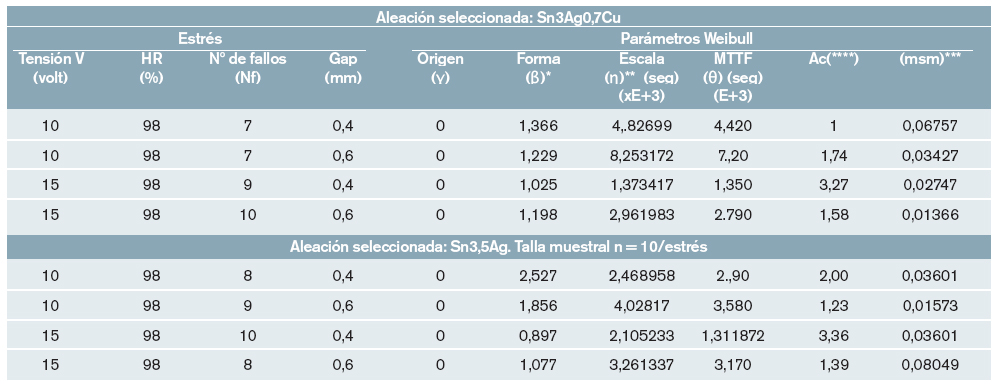
Se elige la técnica de ensayos escalonados (step-stress) acelerados por tensión V = 10 a 15 VDC y humedad relativa elevada (98%) para obtener resultados significativos en cortos plazos de tiempo. Como probeta de ensayo se utiliza una PCB de alúmina de 50,8 x 50,8 mm (figura 1), talla muestral de 10 unidades, con una estructura interdigitada cuyos dedos conductores de Cu tienen un ancho de 2 mm y longitud de 30 mm con una separación (gap) de 0,4 y 0,6 mm, respectivamente.

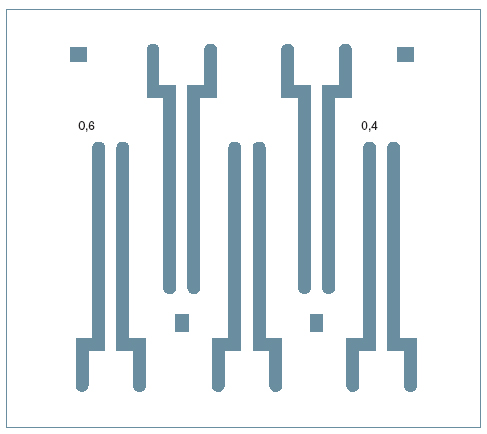
Sobre ellos se serigrafían capas de 50 micras de espesor de las pastas de la tabla 1 sombreadas, es decir, para Sn3,5Ag y Sn3Ag0,7Cu. Una vez refundidas (reflow) son sometidas al ensayo.
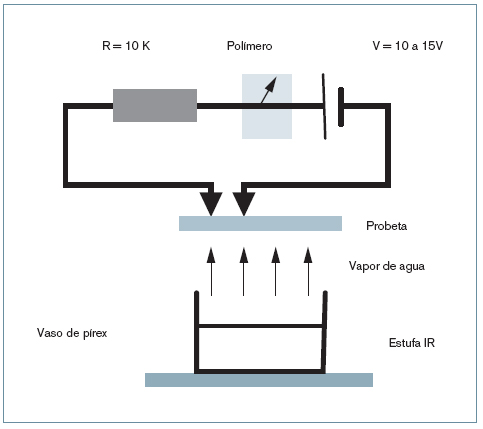
Además de los mencionados se emplean los siguientes materiales y equipos: una fuente AC/DC, un resistor pirolítico de 10 KW, 1 W, T = 10%, un hornillo IR, 1 vaso tipo Pirex®, cables de conexión, un polímetro digital, agua destilada, una lupa binocular Nikon 20X, una microcámara CCD MICO, SW Motic Images Plus. Algunos de los elementos citados se disponen como se indica en la figura 4.
El ensayo acelerado de electromigración incluye los siguientes pasos:
1) Se calienta un vaso tipo Pirex® con agua hasta que esta evapore.
2) Se coloca el circuito boca abajo en la boca de la vasija con el objetivo de recibir la mayor cantidad de vapor.
3) Se hace circular corriente entre dos dedos conductores consecutivos. Para ello se coloca en serie con uno de los terminales una resistencia de 10 KW de 1W y una fuente de alimentación. Si se utiliza una tensión de alimentación de 20 VDC la electromigración se produce de forma instantánea. Si se realiza a únicamente a 10 y 15 V el ensayo dura en torno a media hora. Es conveniente poner un multímetro para ver como varía la corriente.
Mecanismos de fallo
Mediante un análisis de fallos destructivo o Physical Destructive Analysis (PDA) se determinan los modos, causas y mecanismos de fallo con ayuda visual de la lupa Nikon 20 X y mediante la captura de imágenes con la cámara MICO se observa la formación de dendritas (estructuras arborescentes) de Ag entre los conductores como consecuencia de la electromigración por efecto de campo eléctrico y en ambiente de HR elevada. Como modos de fallo se pueden señalar cortocircuitos (cc) y circuitos abiertos (ca) tal como se puede apreciar en la figura 3.
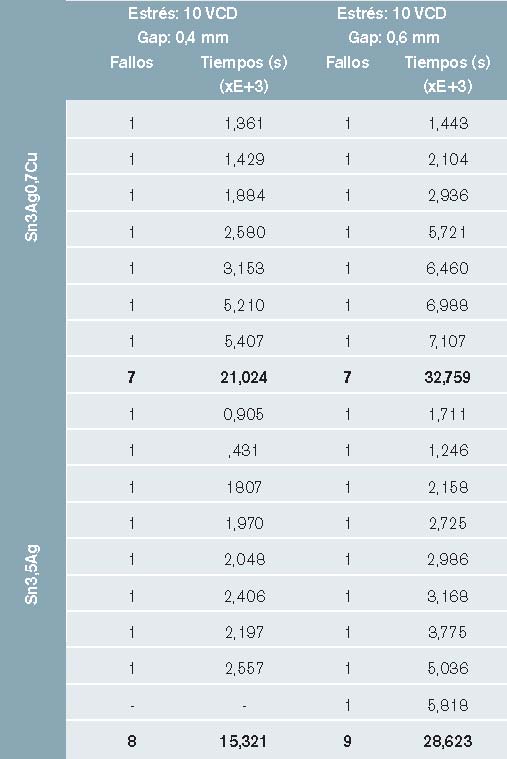
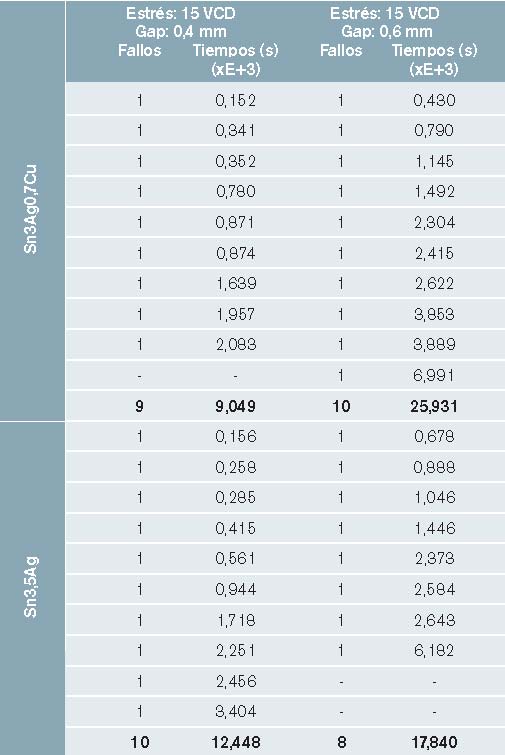
Adquisición y explotación de datos por Weibull
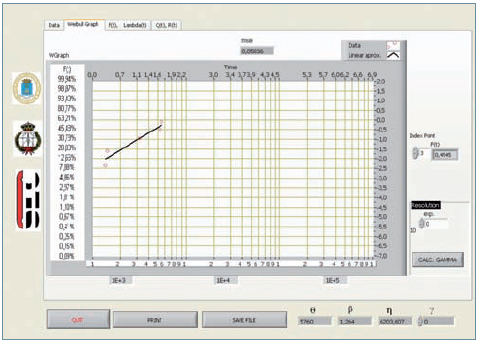
La explotación de los datos de las tablas 3 y 4 permite obtener las gráficas respectivas de la defiabilidad (probabilidad de fallo) F(t) y, por tanto, las de la fiabilidad (probabilidad de no fallo) R(t) = 1 – F(t), así como los valores de los parámetros que caracterizan la función de Weibull, es decir, los de origen (γ), forma (β), escala (η) y media de tiempos MTTF (Θ).
En la figura 4 se representa la gráfica F(t) = Q(t)= f(t) para la aleación sin Pb Sn3Ag0,7Cu, gap 0,4 mm y V = 10 VDC. En la figura 5 se representa la gráfica de Weibull para la aleación Sn3,5Ag, gap 0,6 mm, V = 15 VDC con método de estimación de rangos medianos y ajuste por mínimos cuadrados (msm).

Todos los valores obtenidos mediante la explotación de datos se incluyen en el apartado de Resultados.
La linealidad de las figuras 4 y 5 demuestra que se trata de funciones estadísticas de densidad y distribución de Weibull.
Resultados
Una vez determinados los parámetros de Weibull se puede particularizar las funciones densidad de fallos f(t), tasa de fallos λ(t) y fiabilidad R(t) para las aleaciones ensayadas.
Así, para la aleación Sn3Ag0,7Cu-10 V-0,4 mm:
Función densidad de fallos f(t):

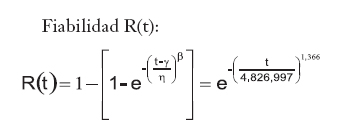
De manera análoga se pueden particularizar dichas funciones para cualquier aleación ensayada de la tabla 1.
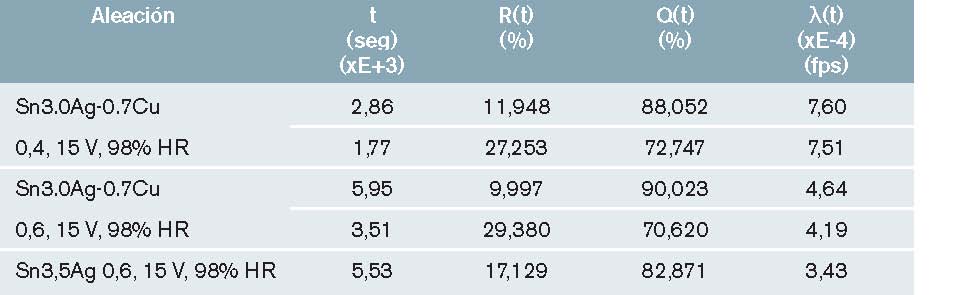
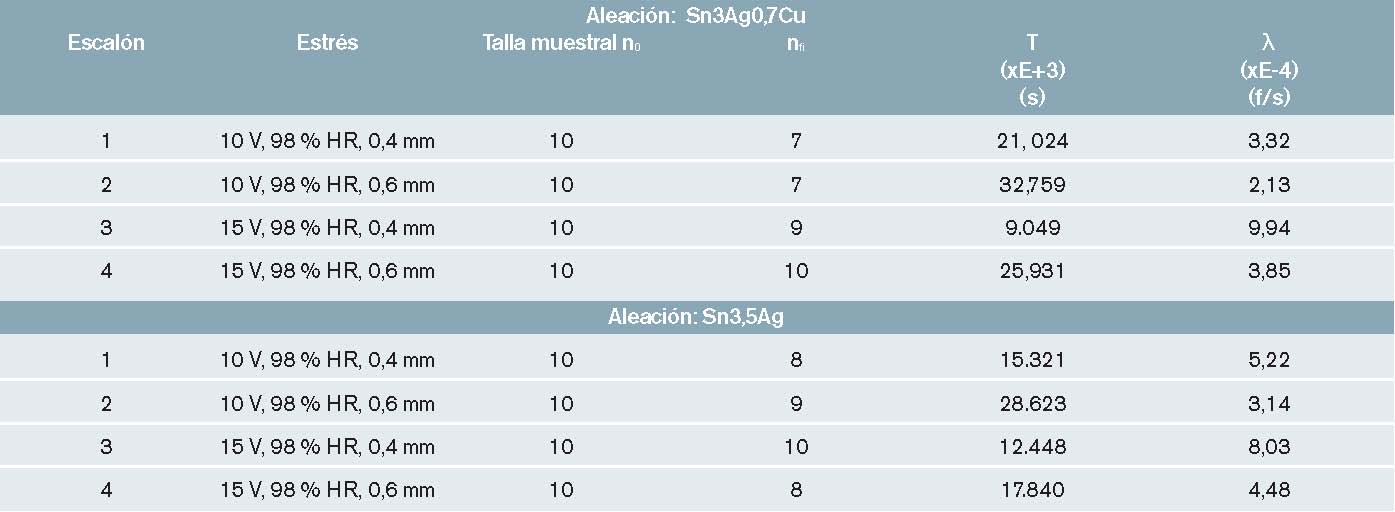
En la tabla 6 se indican los valores de la fiabilidad R(t), defiabilidad Q(t) y tasas de fallo λ(t) de algunas aleaciones ensayadas para diversos tiempos deducidos de las figuras 4 y 5 o aplicando las expresiones anteriores.
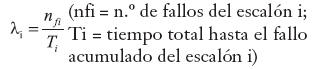
De la explotación de datos por estrés escalonado (step-stress) se pueden obtener desde las tablas 3 y 4 los valores de la tabla 6 para las aleaciones ensayadas por el estimador de la tasa de fallos, con un hazard rate λi), dado por la expresión:
Conclusiones
De los ensayos realizados se pueden extraer las siguientes conclusiones:
1) La mayoría de las aleaciones sin Pb tienen una temperatura de refusión (reflow) +50 ºC por encima de las binarias PbSn (189 ºC + 20 ºC de pico de refusión). En las que lo tienen inferior, como Sn58Bi (139 ºC + 20 ºC de pico), las uniones resultan frágiles por presentar compuestos intermetálicos en sus fases.
2) Las temperaturas citadas pueden ser causa de fallo por fatiga térmica de los dispositivos activos (semiconductores). 3) En ambientes con HR elevada más Tabla 6. Valores de R(t), Q(t) y λ(t). campo eléctrico E la acción combinada da lugar a la electromigración de iones de Ag. Lo que genera estructuras dendríticas entre los conductores que determinan los modos de fallo por cortocircuito (cc) y/o circuito abierto (ca). Véase la figura 3.
4) La fiabilidad y las tasas de fallos resultantes, en las condiciones de ensayo, no son admisibles en funcionamiento normal (tabla 6).
5) Extrapolando, mediante modelos de aceleración, como el de Arrhenius y otros, a condiciones estándar de funcionamiento, y adaptando el diseño de implantación (layout), la separación (gap) entre conductores funcionando en ambientes con HR y campos E normales, se pueden estimar tasas de fallo del orden de ≈E-4 a ≈E-7 f/.h., mucho mejores que las obtenidas en los ensayos acelerados, solo con el objeto de demostrar los modos de fallo potenciales de los ensamblados sin plomo en poco tiempo.
6) De la tabla 7 se deduce que las menores tasas de fallo corresponden a la aleación ternaria Sn3Ag0,7Cu.
7) Las técnicas de soldadura de la tabla 2 pueden aplicarse a la soldadura sin Pb, pero una vez adaptados los fluidos primarios y secundarios para la de fase vapor y mediante los reglajes necesarios de las máquinas para las otras, siempre que los admitan.
8) Las aleaciones alternativas a la soldadura sin plomo deben cumplir con la normativa RoHS (Restrictión of Hazardous Substances in electrical and electronic equipment) y son una alternativa aún mejorable a la soldadura con Pb, ahora prohibida.
9) Los diagramas de estado pueden simularse mediante herramientas SW, por ejemplo, MTDATA, TERMOCALC, etc. o bien obtenidos por vía experimental a partir de las curvas de enfriamiento.
Bibliografía
Bo-In N, Seung-Boo J (2008). Behaviour of electrochemical migration with solder alloys on printed circuit boards (PCBs). Circuit World, Vol. 34 Iss: 4, p.8-13.
Yua DQ, Jillek W, Schmitt E (2005). Electrochemical migration of Sn-Pb and lead free solder alloys under distilled water. Springer Science+Business Media.
Harsanyi, G. (1995). IEEE Trans Comp., Packag., Manufact. Technol. A, 18, 602.
Maguib Hussein M, MacLaurin Blair K (1979). Silver Migration and the reliability of Pd/Ag Conductors in Thick-Film Dielectric Crossovers Structures. IEEE Trans. On Comp., Hybrids, and Manufacturing Technology, vol. CHMT-2, n.º 2, p. 197-207.
JESD63, Standard Method for Calculating the Electromigration Model Parameters for Current Density and Temperature.
Donovan J, Loll V, Punch J (2003). Graphical Analysis and Guidelines for Step.Stress Testing. Proceedings Annual Reliability and Maintainability Symposyum.
Xia Y H, Jillek W, Schmitt E (2008). In-situ Observation on Electrochemical Migration of Lead-free Solder Joints under Water Drop Test. International Conference on Electronic Packaging Technology & High Density Packaging.