


Reducción de los tiempos de cambios de utillaje en la producción
El mayor reto que se nos presenta en los talleres de producción, sea cual sea su actividad, es mejorar cada día la productividad de los medios integrados en el sistema de producción (máquinas, mano de obra, etc.). En este contexto, uno de los indicadores estrella es el rendimiento operacional, sobre el que existen múltiples factores que tienen influencia, como puede ser el «excesivo tiempo que invertimos en los cambios de formatoráfaga debidos a la diversidad». Pues bien, disponemos de herramientas de mejora sobradamente contrastadas en las organizaciones más avanzadas desde hace años como puede ser el método SMED (Single Minute Exchange of Die).
El SMED es un método de trabajo de sencilla aplicación, basado en la observación, estudio y racionalización de aquellas operaciones necesarias para permitir que un determinado medio de producción pase de un tipo a otro de producto a fabricar.
Nuevos métodos de gestión de la producción
Desde hace años estos métodos se basan en responder a las necesidades de los clientes, obteniendo:
1. Máxima calidad de productos.
2. Reducción de plazos de entrega y diversidad de productos.
3. Reducción de costes internos.
Y todo ello envuelto por un equipo humano motivado.
Reducción del plazo de entrega
Para fabricar un producto, por ejemplo un automóvil, el plazo de fabricación se calcula en función de las piezas a fabricar con tiempos más largos. En general, en este caso, se trata de piezas mecánicas (bloque de cilindros, culata, cigüeñal) que forman a su vez órganos-conjuntos mecánicos (un motor).
Si se combinan todas las versiones-diversidades de motores posibles solicitadas por los clientes, podemos observar que no solucionamos el problema de los plazos largos de fabricación con una política de crear volúmenes de stocks de las diversidades citadas. La única solución será: «reducir de forma radical el plazo de fabricación de todos los componentes» de tal forma que no vamos a fabricar más que las piezas para las cuales tenemos un pedido. Este objetivo de conseguir un plazo de fabricación muy corto debe ser nuestra prioridad junto con la absoluta necesidad de fabricar con calidad (cero defectos).
Por otra parte, si observamos lo que pasa en un taller se constata que las piezas a fabricar están en curso demasiado tiempo, es decir: «hay muchos tiempos de espera entre operaciones».
Reducción de los tiempos de espera
El examen de los tiempos de espera entre dos operaciones nos permite reagrupar las «causas» de la siguiente manera:
1. Falta de fiabilidad en los equipos de producción. Esto puede ser debido a:
– averías
– cambios de útiles-herramientas no programados debidos a desgastes prematuros
– rotura de útiles-herramientas (bridas, herramientas, etc.)
– intervenciones diversas y repetitivas
Las soluciones a este apartado pasan por:
– crear stocks estratégicos entre máquinas de un volumen inferior a 10 minutos de producción
– desarrollar métodos de mejora y resolución de problemas que permitan conseguir (aunque sea utópico) «cero averías» y «cero paradas» en el sistema de producción
2. Falta de calidad. Cada vez que aparece un problema de calidad en un proceso, el sistema de producción se para en la operación que da el problema, produciéndose unas veces la ruptura en el flujo de materiales procesados y otras una desviación de la producción a retoques y recuperaciones de piezas-materiales defectuosos.
Las soluciones a estos problemas serían:
– hacer seguimiento estadístico y frecuencial de la calidad obtenida en cada operación del proceso (lo llamamos, en general, «dominio del proceso»)
– atender con rigor y vigilar el comportamiento de las máquinas en sus parámetros y condiciones de utilización
– desarrollar métodos de mejora y resolución de problemas que nos lleven hacia el «cero defectos»
3. Cambios de larga duración de útiles–herramientas-formatos a la diversidad. Hasta hace no muchos años nos hemos conformado con calcular el «lote económico», bien por la fórmula de Wilson u otros procedimientos, con el fin de determinar el número de piezas a fabricar en cada ráfaga-lote al objeto de optimizar el coste del cambio de ráfaga por la diversidad (útiles-herramientas-formatos, etc.), así como el coste del stock de cada tipo de pieza-material.
En general, de esta forma, cuando el tiempo de cambio a la diversidad es largo, el lote económico es muy importante. La solución para este tipo de problemas sería: – reducir los tiempos de cambios de utillaje-formatos-ráfagas aplicando métodos de mejora. Es aquí donde se va a centrar este artículo desarrollando para ello la práctica del SMED (Single Minute Exchange of Die) que podemos definir como: método de cambio de útiles-herramientas suficientemente corto (menor a 10 minutos).
4. Diferentes capacidades o volúmenes de producción de cada máquina integrada en un proceso. En ocasiones tenemos procesos conformados por una sucesión de operaciones sobre máquinas-equipos con diferentes tiempos de ciclo. En estos casos la producción máxima posible estará limitada por el tiempo de ciclo más largo, por lo que nuestra tendencia es a crear stocks intermedios entre máquinas.
La solución a este apartado sería:
– buscar métodos de mejora o modificaciones en máquina con el fin de equilibrar las operaciones
– gestionar adecuadamente el flujo de la producción sincronizando todos los medios
Técnicas SMED
En el marco del análisis de los flujos de materiales sobre una línea de producción y de su mejora, los cambios de moldes, útiles y herramientas son «etapas necesarias» pero, a la vez, fuertes consumidoras de «tiempos», por lo que hemos de minimizar su «duración».
El siguiente ejemplo habitual en la Fórmula 1 nos ilustra, de forma anticipada, todo lo que vamos a ver: ¿cómo es posible haber llegado a cambiar las ruedas de los neumáticos y repostar combustible en 6-7 segundos? (Figura 1).
El SMED es un método de trabajo de sencilla aplicación basado en la observación, estudio y racionalización de aquellas operaciones que es necesario realizar en una línea de producción flexible, para permitir pasar de la fabricación de un tipo de producto A a otro producto B.
Como ya hemos señalado, el SMED es un método para reducir el tiempo de cambio de pieza a fabricar (realizarlo en el tiempo más breve posible) alcanzando en las líneas de producción un mejor rendimiento-disponibilidad y una mejora de los flujos.

Por tanto, esta mayor disponibilidad la podemos utilizar según las necesidades del momento:
1. Para ganar capacidad de producción.
2. Para aumentar, sin miedo, el número de cambios de moldes-útiles-herramientas reduciendo de esta manera los tamaños de lotes y los «encursos».
Todo cambio de utillaje-molde (formato) se compone de operaciones que pueden clasificarse en:
1. Operaciones de preparación: se trata de asegurar que todas las piezas, materiales, utillajes, etc. estén donde deben estar y preparados para que funcionen correctamente.
2. Operaciones de desmontaje-montaje: comprenden el desmontaje de piezas-útiles ligados al último lote de fabricación del producto A y el montaje de piezas-útiles necesarios para fabricar el producto B.
3. Operaciones de reglaje: corresponden a todas las mediciones y calibrados que deben realizarse para comenzar la fabricación del producto B, como son: centrajes, reglajes de cotas, medidas de temperatura, de presión, etc.
4. Operaciones de ensayos y ajustes: en general, los ajustes se hacen por aproximaciones sucesivas después de fabricar las primeras piezas de ensayo del producto B.
5. Operaciones internas: deben ser realizadas con máquina parada. Interrumpen el tiempo de producción de la máquina.
6. Operaciones externas: pueden realizarse con la máquina en producción, ya que se ejecutan fuera de la máquina.
Para reducir los tiempos de cambios de moldes-útiles-herramientas, y debido a su diversidad, vamos a observar el cambio de referencia de pieza desde la parada de la máquina después de hacer la última pieza de la referencia a retirar, hasta el correcto funcionamiento de la máquina a cadencia normal para producir la nueva referencia.
Como apoyo, podemos utilizar hoy día una cámara de vídeo debido a que:
1. Facilita la participación de todos en el análisis del trabajo.
2. Nos permitirá realizar una descomposición del trabajo en operaciones homogéneas y calcular su duración.
Cuando tengamos descompuestas y cifradas las diferentes operaciones realizadas, las analizaremos «una a una» para:
1. Estudiar la posibilidad de efectuarlas «antes» de parar la máquina o después del posterior arranque.
2. Buscar y poner en marcha «acciones técnicas y de organización» que reduzcan su duración.
De esta manera, prepararemos ejes de progreso que conforman un plan de acción.
Medición del tiempo de cambio de fabricación
Así pues, podemos dar como definición que el tiempo de cambio de fabricación es el «tiempo real» para pasar de la fabricación de un «producto A» a la fabricación estabilizada de un «producto B».
1. Tiempo de desmontaje de los moldes-útiles-herramientas del producto A.
2. Tiempo de retirada de materiales y contenedores de piezas del producto A.
3. Tiempo de montaje de los moldesútiles-herramientas del producto B.
4. Tiempo de situar materiales y contenedores específicos del producto B.
5. Tiempo de los ensayos y ajustes necesarios hasta la obtención de productos B conforme.
El principio del método SMED se apoya sobre cuatro etapas sucesivas (Figura 2).
Primera etapa: Observar
Esta etapa tiene dos fases:
1. Observar el proceso de cambio de moldes-útiles-herramientas.
Para hacer un primer estudio piloto SMED en una determinada empresa, podemos elegir el cambio de producto con cierta importancia en cuanto a duración del cambio de formato por la diversidad, con el fin de observar el mayor número posible de fenómenos.
2. Descomponer el proceso en operaciones elementales señalando sobre un documento preparado al efecto:
– el número de la operación
– la descripción cronológica de las operaciones
– la cuantificación de los tiempos de cada operación
La anotación de las operaciones sucesivas se puede hacer:
1. Observando y cronometrando sobre el terreno.
2. Filmando un vídeo y descomponiendo después, en trabajo en grupo, las diferentes operaciones (hoy más recomendado). En esta etapa se busca:
– distinguir entre operaciones internas y externas
– identificar de la manera más precisa posible todos los acontecimientos del cambio
A continuación, visionando el vídeo, descomponemos el proceso del cambio de moldes-útiles-herramientas en operaciones elementales.
Para ello es necesario determinar:
1. La naturaleza de las operaciones:
– preparación de utillaje, de herramientas, de piezas, de máquinas
– desmontajes
– montajes
– reglajes de medios de control, de máquinas
– ensayos de piezas
– reglajes complementarios
2. En función de los tiempos observados, se calcula el tiempo necesario para cada una de las operaciones.
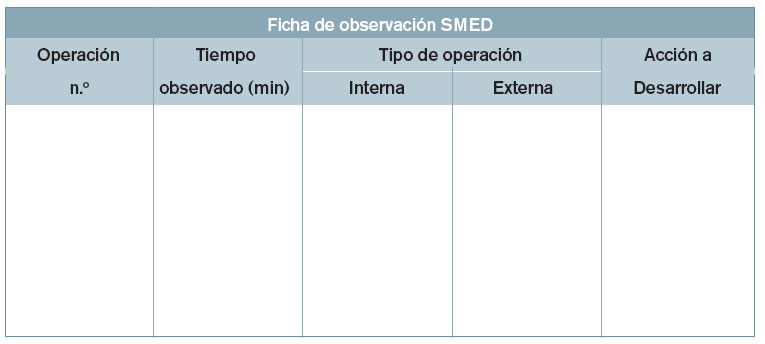
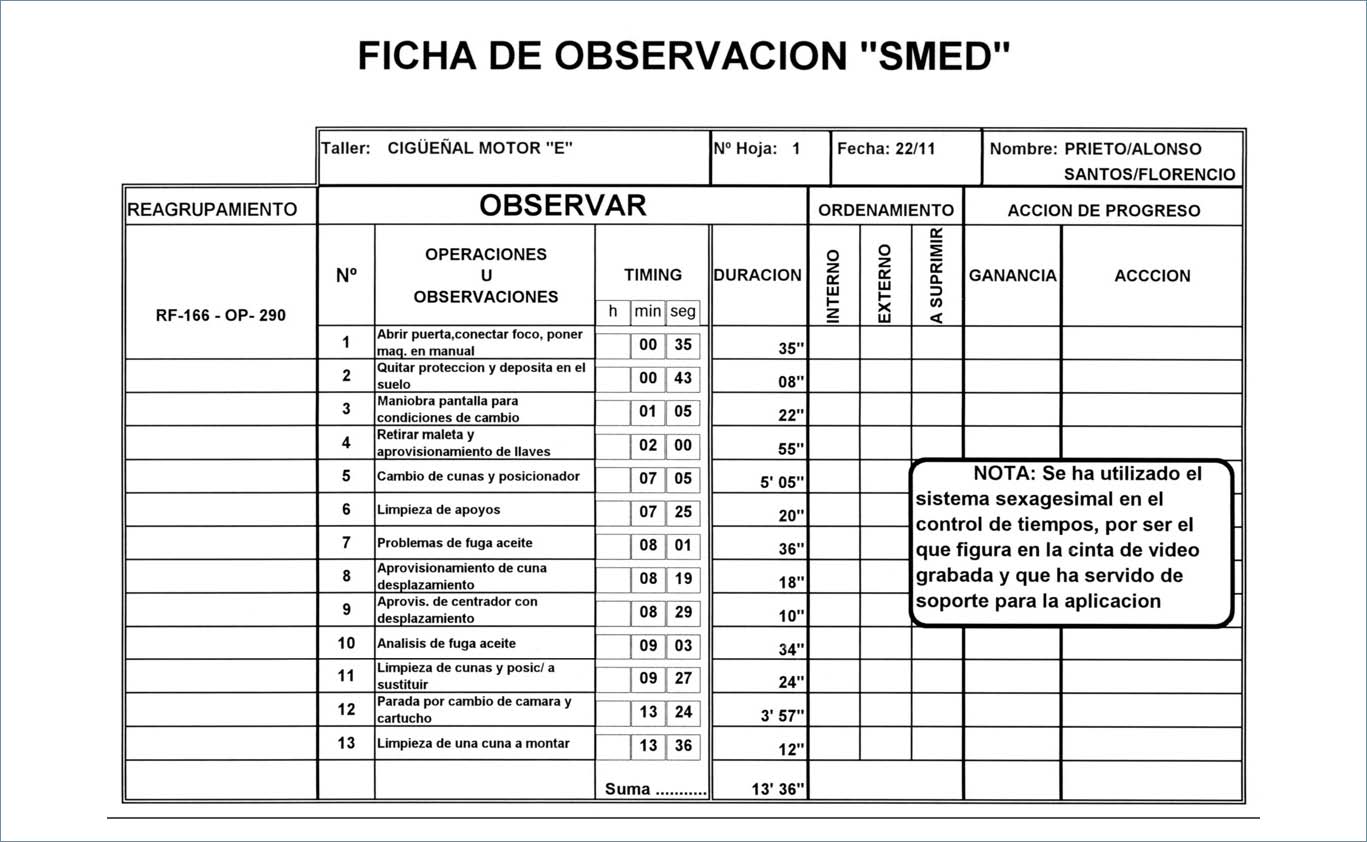
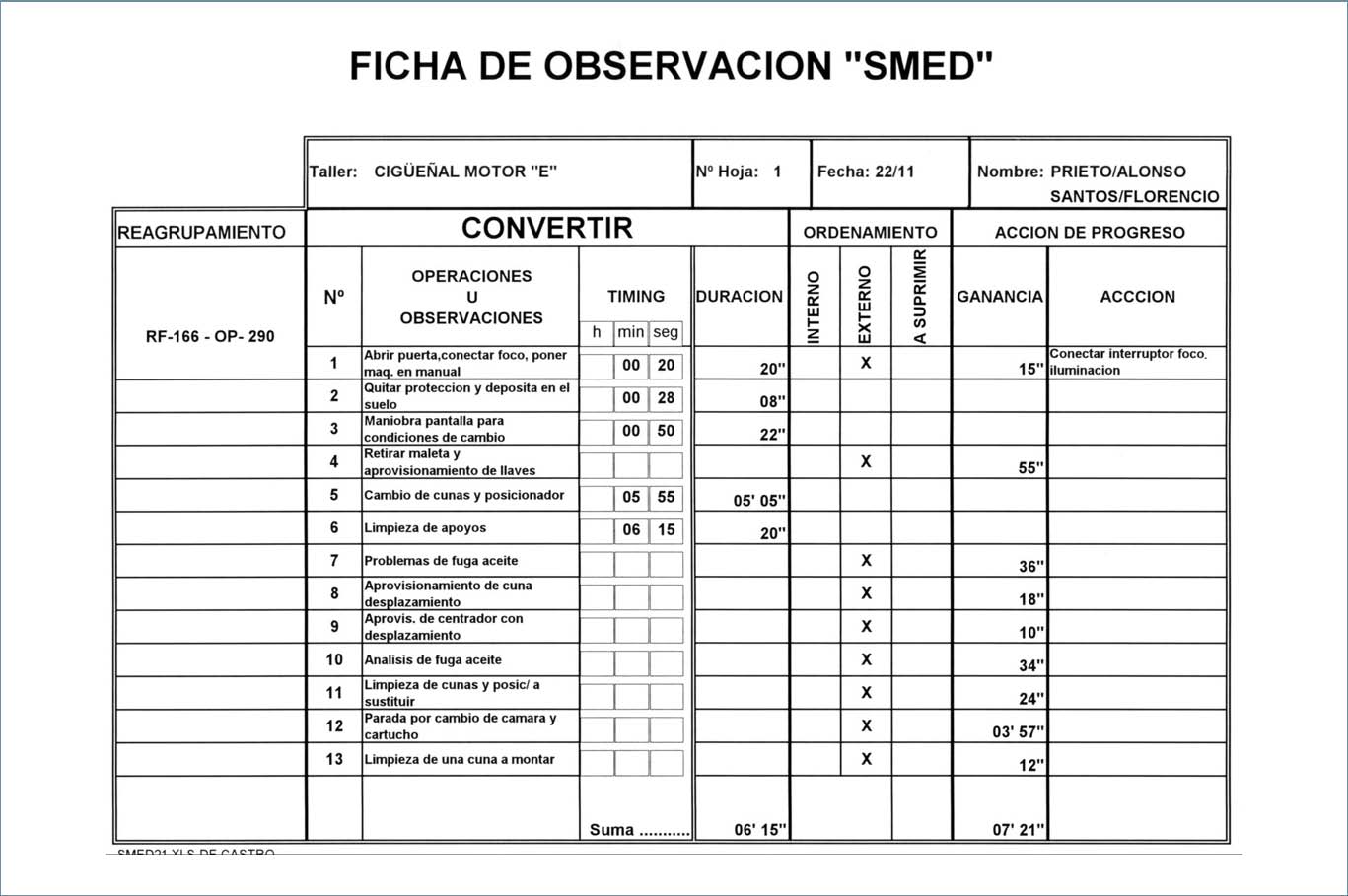
La descomposición del proceso en operaciones elementales y los tiempos observados son llevados a una ficha de «Observación del SMED» (Figura 3) que servirá para el seguimiento del estudio distinguiendo si las operaciones son internas o externas.
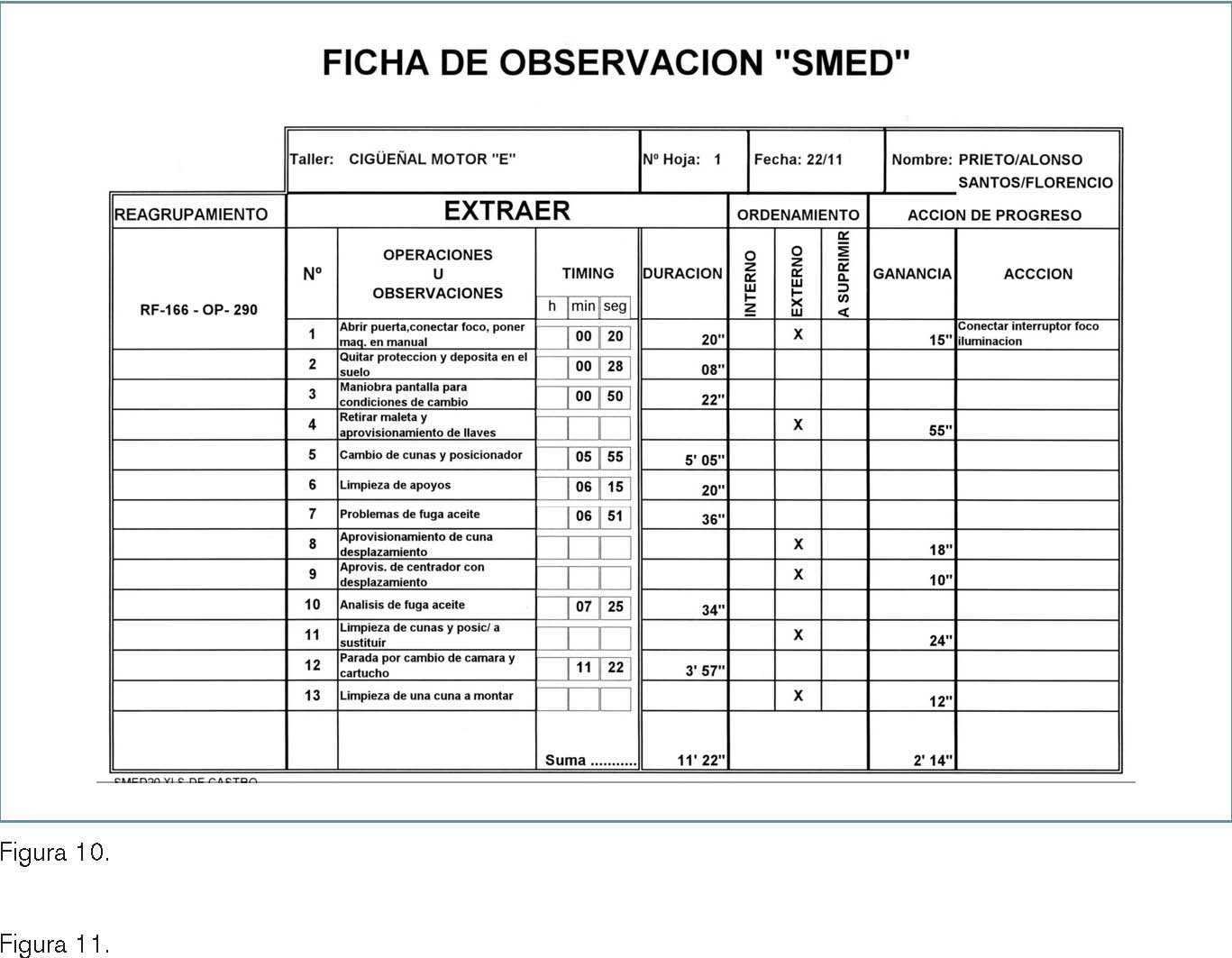
Segunda etapa: Extraer
Se trata simplemente de reorganizar el trabajo limitando la parada de la máquina al tiempo necesario para realizar las operaciones internas definitivas, extrayendo del conjunto de operaciones la mayor cantidad posible para realizar en operaciones externas.
Denominamos operaciones externas a las que pueden ser efectuadas antes de la parada de la máquina o después de ponerla en marcha tras el cambio de molde-utillaje-herramienta.
Podemos encontrar principalmente operaciones de:
1. preparación
2. pre-reglajes
Estas operaciones extraídas se ejecutarán con la máquina en marcha (en producción).
1. Por operaciones de preparación se entiende:
– retirar las piezas y útiles de la ráfaga (formato) que se termina para dejar libre el sitio a la ráfaga siguiente
– disponer en la proximidad de la máquina:
? los nuevos utillajes
? las nuevas herramientas
? el material de limpieza
? el material de control
? los materiales del nuevo producto a fabricar
? los productos consumibles (aceites, tornillería, etc.)
– prevenir a los servicios de mantenimiento y calidad para reservar los tiempos necesarios para su intervención
2. Por operación de pre-reglaje se entiende:
– preparación de las herramientas sobre su porta
– reglaje de porta-herramientas
– pre-reglaje de medios de control
– toda operación realizada sobre los útiles que nos permita un montaje rápido del conjunto y una pieza buena al primer golpe
– verificar el estado de los útiles-moldes después de cada desmontaje por si procede realizar un repaso-reparación
El resto de operaciones que no pueden hacerse más que con la máquina parada son las operaciones que llamamos «internas».
Solamente tres operaciones necesitan en todos los casos la parada de máquina:
1. Desbloquear el útil-molde-herramienta a cambiar.
2. Cambiar el molde-útil-herramienta.
3. Bloquear el nuevo útil-moldeherramienta.
Se trata de analizar y examinar cada operación interna identificada preguntándonos:
1. ¿Por qué es necesario parar la máquina para efectuar esta operación?
2. ¿Se puede hacer fuera de máquina y con ésta en producción?
Ejemplo: Si debemos retirar un molde y montar otro para cambio de formato, lo lógico es pensar en disponer de dos carretillas con la sujeción correspondiente, con el fin de acercar el nuevo molde a la máquina y montarlo sin pérdidas de tiempo en el transporte, sujeción, etc. en cuanto el antiguo se desmonte.
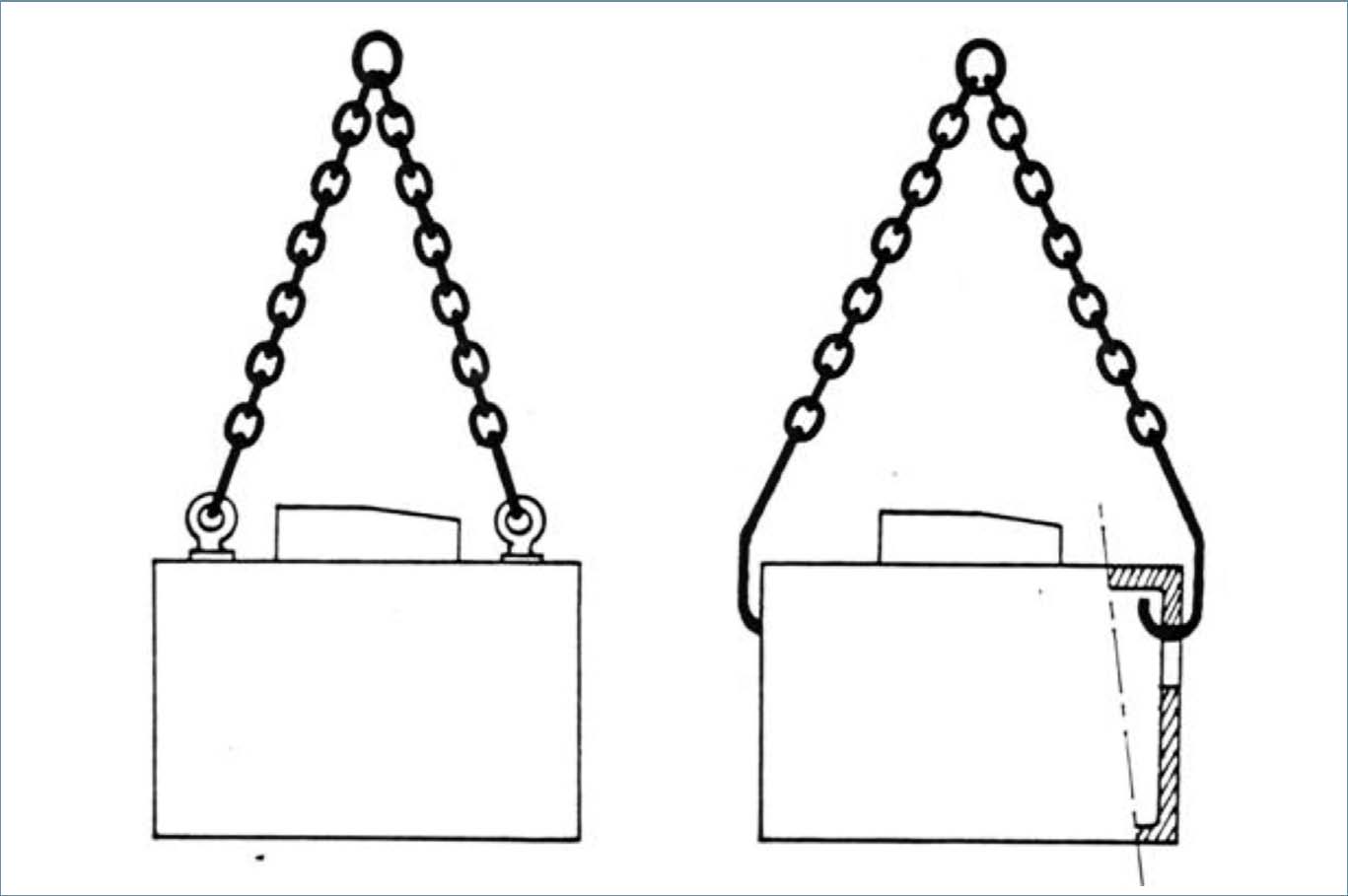
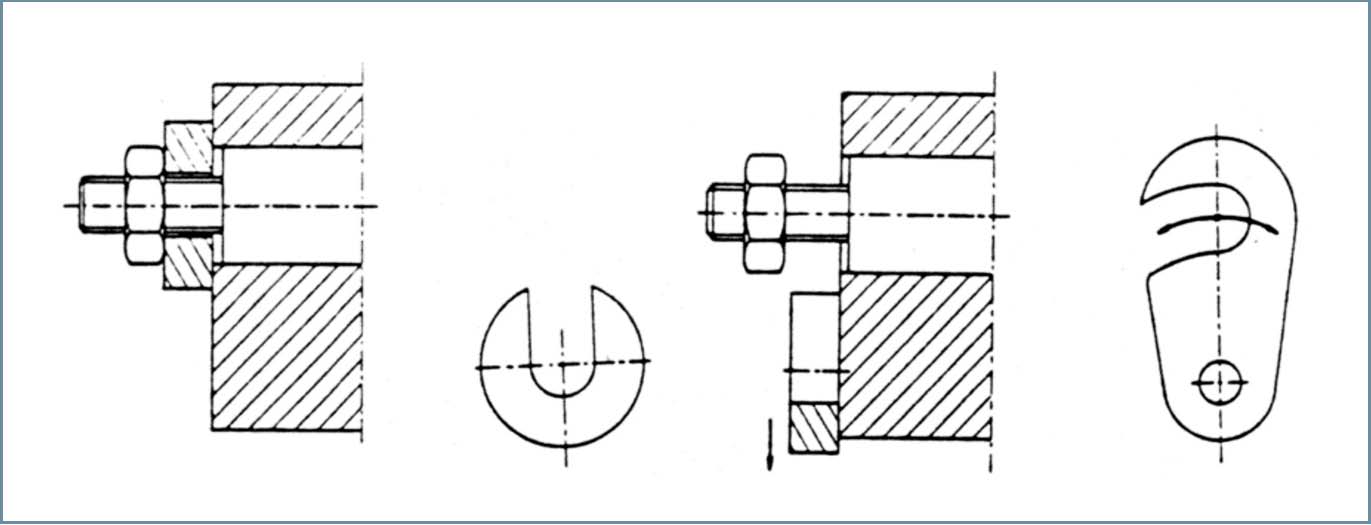
Asimismo, es posible en ciertos casos modificar la sujeción del molde de tal manera que podamos suprimir los anillos roscados, sustituyéndolos por ganchos con sujeciones internas (Figura 4). Estaríamos así realizando mejoras-modificaciones técnicas.
Tercera etapa: Convertir
Esta etapa consiste en convertir, mediante modificaciones y «mejoras técnicas», las operaciones internas en externas, llegando incluso a suprimir alguna de ellas.
Por tanto, debemos poner en marcha los medios necesarios para que las operaciones todavía efectuadas en interno después de la segunda etapa del SMED (Extraer) se puedan preparar en externo (Figura 4).
Para ello es necesario:
1. Identificar la parte funcional de la máquina, generalmente constituida por un motor o cualquier otro elemento que aporte energía mecánica necesaria para realizar la operación del proceso.
Esta parte comprende los órganos que actúan sobre las piezas (matriz, taladro, etc.) los cuales son objeto de cambios y reglajes.
2. Que los órganos que reciben la energía mecánica y actúan sobre las piezas puedan ser premontados y pre-reglados mientras la máquina está en producción.
Así podremos instalar a pie de máquina plantillas que permitan realizar estos reglajes y ajustes.
Todo esto necesita:
– identificar los órganos-utillajes que han sido objeto de reglajes sobre la máquina parada
– prever estos órganos-utillajes en cantidad suficiente para que un conjunto sea reglado mientras que el otro está en funcionamiento
– prever cerca de la máquina todos los medios necesarios para su pre-reglaje
El conjunto de estas medidas nos debe permitir la conversión en externo de los pre-reglajes efectuados en interno.
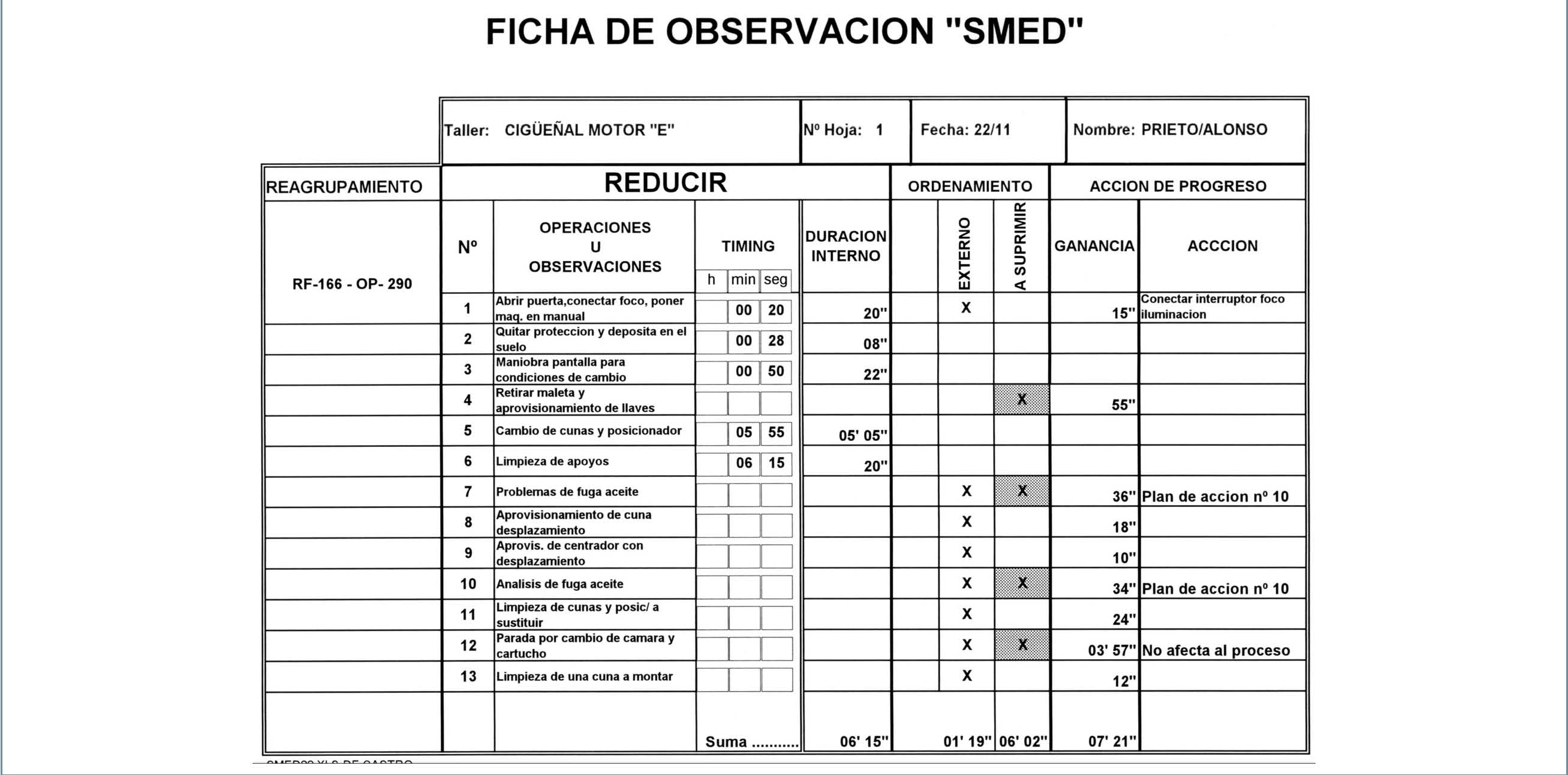
Cuarta etapa: Reducir
Se trata de reducir, en primer lugar, la duración de las operaciones internas y después la de las operaciones externas. En otros casos podemos llegar incluso a la supresión total de la operación.
Debemos racionalizar cada operación trabajando sobre los siguientes ejes:
1. Aprietes funcionales.
2. Sincronización de tareas.
3. Supresión de reglajes.
Para ello es necesario:
1. Eliminar los desplazamientos y los gestos inútiles por:
– aproximar más hacia la parte vital de la máquina:
? el material de desmontaje-montaje
? las herramientas
? el material de control
– prever la intervención simultánea de varias personas sobre la máquina
2. Ordenar el material de forma práctica en función de su peso y de la frecuencia de utilización:
– previendo herramientas situadas al pie de máquina
– duplicando si es necesario los utillajes
– pintando del mismo color los utillajes relativos a la misma pieza
3. Eliminar los reglajes y ajustes hechos por tanteo:
– evitar los reglajes por tanteo equipando a la máquina con medios de posicionamiento de moldes-útiles seguros, como calas, microrruptores, apoyos, referencias, etc. Con ello ganaremos en rapidez y precisión.
Los tiempos de cambio de formato son largos por la necesidad de reglar-ajustar una y otra vez medidas a través de aproximaciones sucesivas con ensayos de piezas, etc.
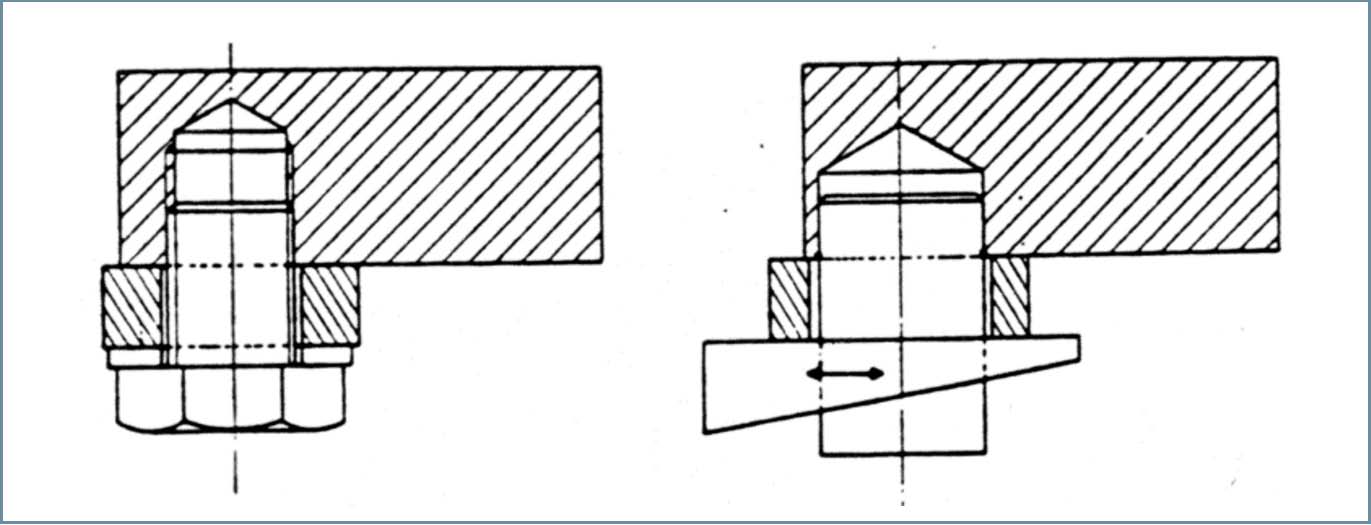
Además, los reglajes delicados necesitan de la intervención de especialistas, por lo que es necesario llegar a suprimirlos utilizando marcas-referencias, centradores, calas intermedias, etc. (Figura 5).
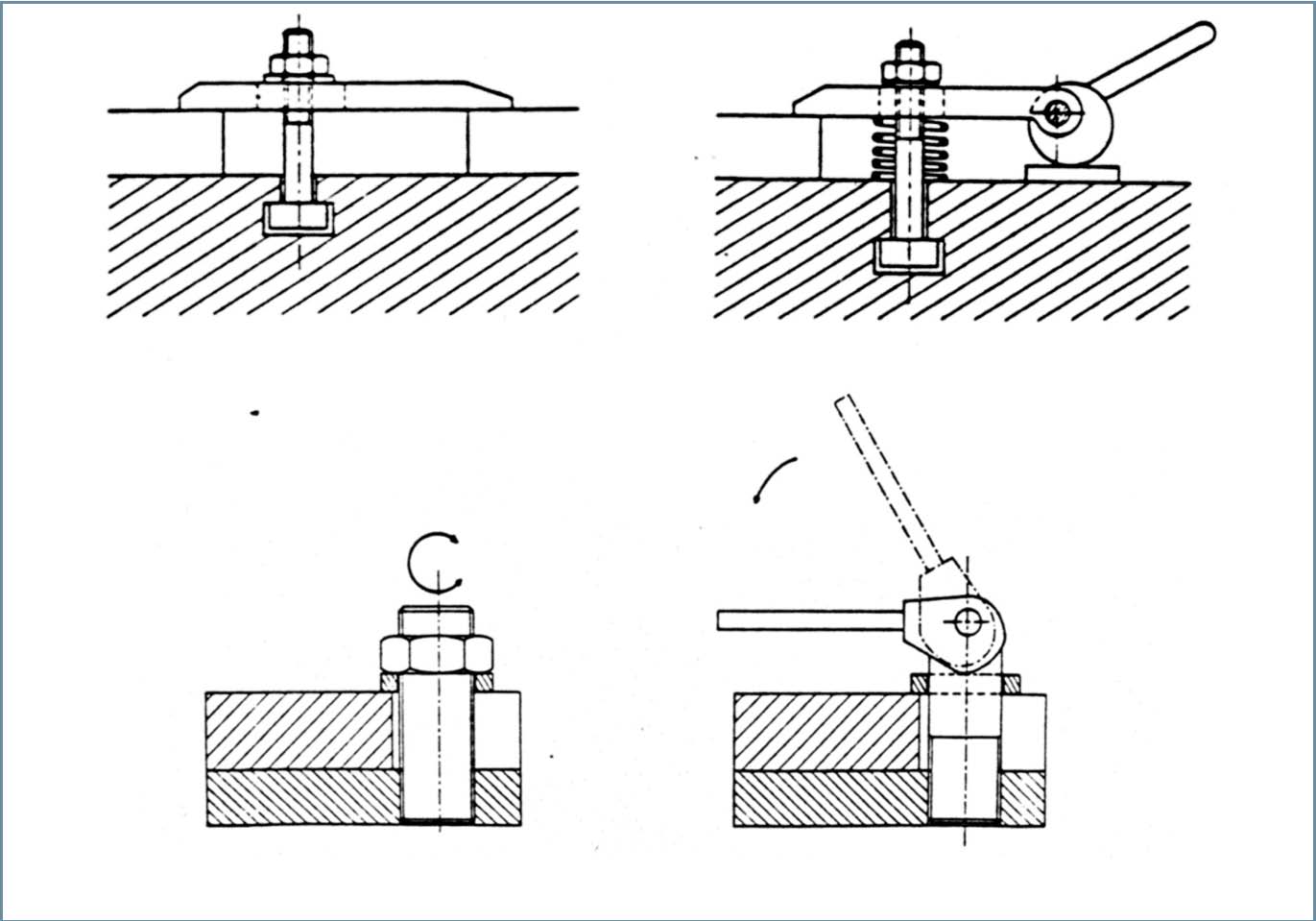
4. Generalizar aprietes funcionales:
– Sustituir el apriete con tornillo-tuerca por pasadores, cuñas, bridas, aprietes excéntricos, etc. que requieren un tiempo muy reducido de desmontaje-montaje (Figuras 6, 7 y 8).
5. Prever la posible sincronización de tareas:
– Para ello, es necesario preparar sobre una gama de trabajo el orden de las operaciones con la intervención de uno, dos o más operadores de manera simultánea. La ganancia puede ser doble:
? los tiempos de desplazamiento alrededor de la máquina se reducen
? el tiempo de máquina parada se reduce

Ejemplo de aplicación
Veamos un ejemplo práctico de aplicación del método SMED sobre una máquina rectificadora de muñequillas de cigüeñal integrada en una línea automatizada de fabricación de cigüeñales de motor.
Informaciones previas
1. Los cambios a la diversidad en la línea se efectúan cada cuatro días por cálculo de lote económico, lo que hace que, como mínimo, necesitemos ese stock equivalente por referencia.
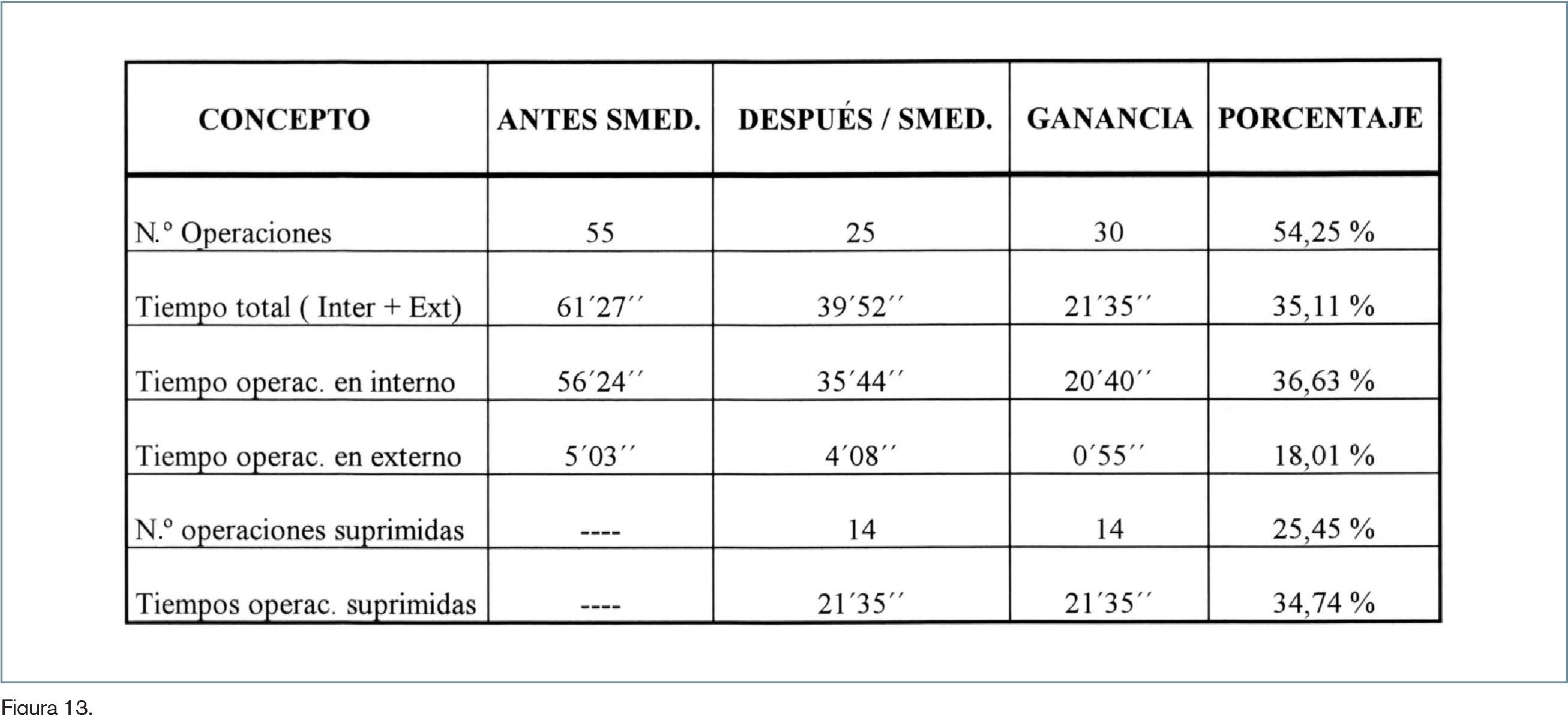
2. La máquina tomada como ejemplo es la de mayor duración en el cambio de utillaje-herramientas debido a la diversidad, con un total de parada de máquina de 56 minutos
En las figuras 9, 10, 11 y 12 se muestran una parte de las fichas estudiadas para cada una de las fases del SMED, y en la figura 13, los resultados obtenidos. Estos resultados mejoraron el rendimiento operacional de la línea un 4,5% pasando de un 67% a un 71,5% para un objetivo del 80%. Ni que decir tiene que fue una primera fase piloto de aplicación del SMED que habría que generalizar después a todas las máquinas de la línea. Posteriormente, será necesario volver a estudiar la máquina cuello de botella para que con ayuda, entre otras herramientas, del SMED podamos ir aproximándonos a valores inferiores a 10 minutos en el cambio de formato a la diversidad.
Claves para el éxito del SMED
Éstas pueden ser algunas:
1. Información adecuada sobre el método SMED como herramienta de progreso.
2. Implicación de todos los estamentos de la empresa relacionados con el taller a mejorar.
3. Constituir un grupo de trabajo multidisciplinar que trabaje en transversalidad y corresponsabilidad, estableciendo normas de funcionamiento del grupo. Definir reparto de funciones y responsabilidades.
4. Impartir la formación necesaria a los integrantes de dicho grupo sobre la metodología SMED y resolución de problemas.
5. Establecer un programa de reuniones de análisis y seguimiento.
6. Establecer criterios de priorización y analizar resultados finales.
7. Gestionar y conseguir las inversiones necesarias para llevar a cabo las mejoras encontradas.
8. Trabajar con rigor en su aplicación.
EL metodo de SMED, sin lugar a dudas es un excelente plan de trabajo ordenado y eficiente, con un orden cronológico de desarrollo de actividades que nos llevan a una mejora en los tiempos.
Pero todo está metodología es en baldé si no se capacita al personal, técnico y al operador, de la importancia de la continuidad del orden y control. Entender que un mal manejo del tooling es, posteriores causas de fallos en la calidad.